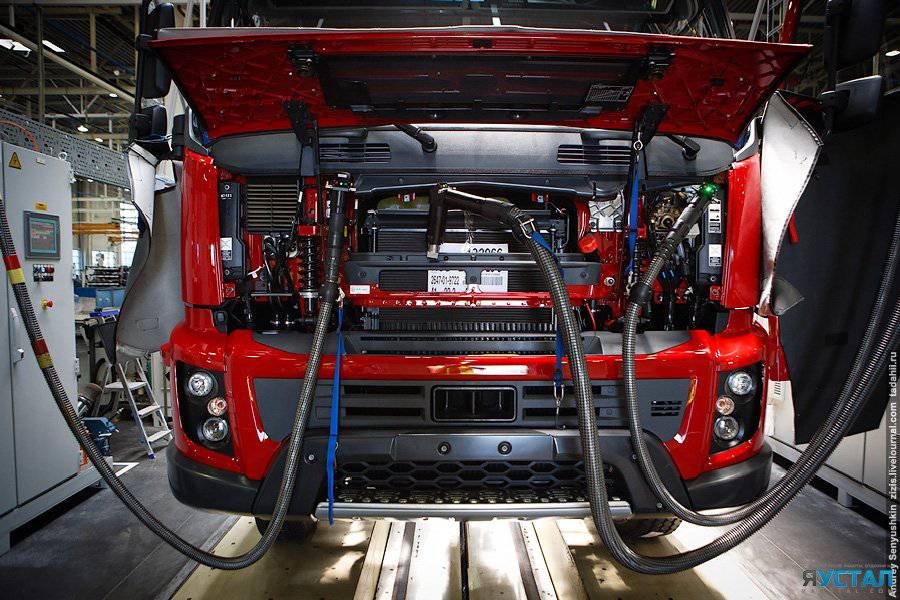
Сегодня будет производственный фоторепортаж с российского автоконцерна КАМАЗ. Начну рассказ с цеха каркасной сборки кабин для новых грузовиков КАМАЗ.

Для начала небольшое обобщение процесса. Раз уж сегодня речь пойдет о кабинах, то сам процесс сборки следующий. На первом этапе штампуются элементы кабины. Далее из них, с помощью сварки собирается каркас(сегодняшний репортаж) и отправляется на покраску. После покраски каркас кабины приходит на конвейер сборки кабин, где она наполняется всей начинкой. После этого этапа уже собранная кабина поступает на общий сборочный конвейер автомобилей, где она устанавливается вместе с остальными узлами автомобиля.
Еще в 2007 году компания «КАМАЗ» провела тендер на создание проекта новой серии кабин для своих грузовиков. Конкурс, безоговорочно выполнив все условия техзадания, выиграло южнокорейское многопрофильное предприятие DMEC, которое входит в группу компаний KIA Motors.
Она с конца прошлого века, в свою очередь, принадлежит корпорации Hyundai. Одно время частью акций этой корпорации владела японская Mitsubishi, но с наступлением миллениума большую часть акций обеих автокомпаний купил германский Daimler.
Итак, перенесемся завод КАМАЗ в Набережные Челны. Цех сборки каркасов кабин Axor немецкого концерна Daimler выглядит очень чисто и современно.
Сам сборочный процесс представляет из себя сварку различных штампованных частей кабины, которые приходят в специальных упакованных боксах. Если раньше все элементы кабины, которая имеет огромное количество сборочных компонентов приходило из Германии, то сейчас завод Камаз усиленно работает над локализацией штамповки.
Вот так раньше выглядел бокс с небольшими компонентами кабины прибывший из Германии:

Основные элементы:


Вот собственно и сам цех каркасной сборки кабин. Пока не очень понятно, да?

Для начала внесу ясность. Все, что окрашено в синий цвет - неподвижные части сборочных механизмов, желтые - подвижные и регулируемые. свисающие сверху провода - сварочные щипцы:

Нижний остов кабины. К нему начинают приваривать различные компоненты:

Сварка точечная. Она осуществляется вот такими огромными сварочными "щипцами":

Подвешенными на лебедках:

Они имеют разные размеры и степень охвата сварочной поверхности:

Вот, к примеру, совсем небольшие:

Есть и огромные... на дальнем плане:

Как же происходит сварка? Остов кабины крепится на синей неподвижной платформе. При помощи желтых, подвижных частей стыкуются элементы для сварки. Вся эта конструкция выстраивается с высокой точностью:

Получается кабина готовая к сварке:

Когда кабина получила правильное позиционирование, рабочие с помощью сварочных щипцов точечно осуществляют сварку пристыкованных элементов:

Сварочные точки внутри выглядят так:


На некоторые кабины устанавливается дополнительный отсек увеличивающий высоту крыши кабины:

Это операцию выполняют роботы:

Так выглядит платформа на которой позиционируется элемент для выполнения сварки роботом. Огромное количество точек и зажимов позиционирования связано с точностью выполнения работ:

После установки элемента крыши он автоматически подается для сварки роботу:

На данном снимке виден процесс сварки поперечен крыши. После этой операции опускается крыша(сверху) и приваривается к поперечинам:

Фрагмент каркаса кабины готового под покраску. Обратите внимание на цвета элементов. Те элементы, что более молочного цвета имеют оцинковку:

Перед тем, как отправить каркас на покраску, сварочные точки проверяются в специальном light-боксе с высокой степенью освещенности. Там специалисты визуально проверяют сварочные швы и точки:

Готовый каркас отправляется на покраску по конвейеру:

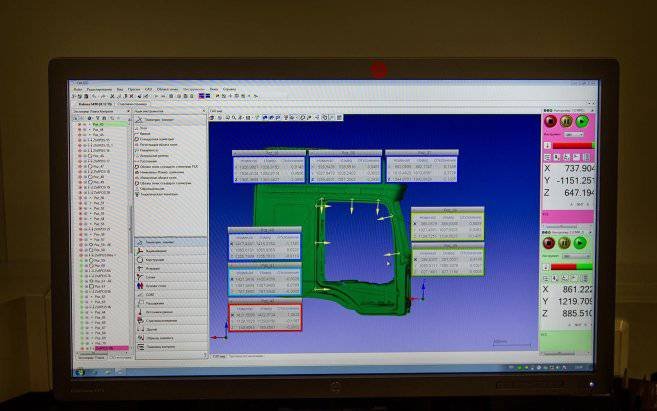
В завершении покажу лабораторию(не знаю как слово правильно подобрать) мониторинга. Поскольку кабины Axor создаются по немецкой технологии, немцы на КАМАЗЕ установили специальную лабораторию мониторинга. Ее задача выборочно с конвейера проверять правильность геометрии кабины в разных точках.
Принцип мониторинга следующий. Кабина выставляется на нижней неподвижной платформе. По двум подвижным осям вдоль платформы установлены на мачтах специальные щупы, которые могут двигаться вверх-вниз, вперед-назад:

Кабина имеет компьютерную модель с точными параметрами. Задача щупов определить насколько точно совпадает фактическое значение в указанных точках с компьютерной моделью:
Инженеры при помощи дистанционных пультов задают точки соприкосновения щупа с поверхностью кабины:

Пульт управления:

После получения команды щупы осуществляют замеры(соприкосновения) и передают данные на компьютер, где все это обрабатывается и выдаются значения отклонений геометрии:

Сам бокс лаборатории установлен в цехе. В нем поддерживается нужная температура, а ворота имеют огромную скорость закрытия и открытия. Все это сделано для предотвращения перепадов температур и как следствие сбоя высокоточного измерения:

На этом все! Совсем скоро продолжим знакомство с автозаводом КАМАЗ в Набережных Челнах.