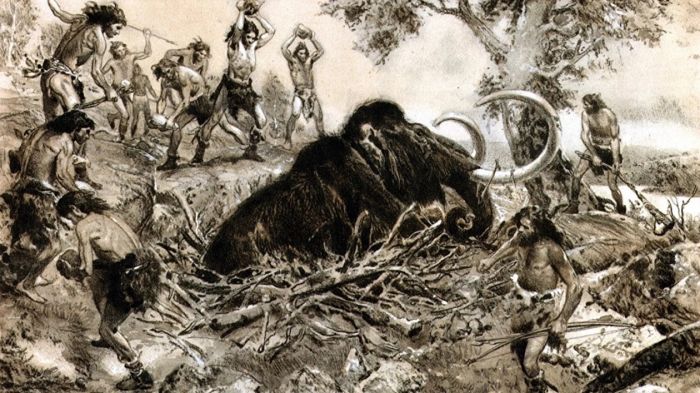
Давно уже занимаемся с напарником изготовлением пишущих ручек с применением редких и уникальных материалов. Одним из самых красивых и редких материалов является зуб мамонта. Главный его минус - чертовски высокая сложность обработки. Но это компенсируется непередаваемой красотой и уникальностью материала.
 После пропитки смолами (стабилизации) зуб мамонта выглядит примерно как выше на фото. В ископаемом виде зуб мамонта выглядит так.
После пропитки смолами (стабилизации) зуб мамонта выглядит примерно как выше на фото. В ископаемом виде зуб мамонта выглядит так. Практически непригоден для использования в качестве материала. Покрыт трещинами и имеет следы долгого воздействия воды и холодной температуры. Да и мало ли что могло с ним приключиться за десятки тысяч лет.. Зуб пилится на небольшие кусочки, очищается от осыпающихся фрагментов, обезжиривается и стабилизируется в вакууме специальными эпоксидными смолами, которые проникают во все трещины и полости и скрепляют древний уникальный материал. После пропитки смолами (стабилизации) зуб мамонта выглядит так.
Практически непригоден для использования в качестве материала. Покрыт трещинами и имеет следы долгого воздействия воды и холодной температуры. Да и мало ли что могло с ним приключиться за десятки тысяч лет.. Зуб пилится на небольшие кусочки, очищается от осыпающихся фрагментов, обезжиривается и стабилизируется в вакууме специальными эпоксидными смолами, которые проникают во все трещины и полости и скрепляют древний уникальный материал. После пропитки смолами (стабилизации) зуб мамонта выглядит так. Белые прожилки - эмаль. Очень твердая, ведь на протяжении всей своей жизни мамонт что-то жевал тоннами. Коричневые прожилки - дентин. Кость зуба, вещество немного мягче эмали, но все равно твердое как самая настоящая, хоть и ископаемая, кость. Как раз из-за разности в твердости составляющих материалов, зуб мамонта очень сложно обрабатывать. Стоит чуть сильнее надавить - эмаль отколется и будет испорчена заготовка. Пилить зуб мамонта - то еще удовольствие. Лучше всего для этого подходит алмазный инструмент. Обычные пилы выдерживают недолго, и быстро тупятся.
Белые прожилки - эмаль. Очень твердая, ведь на протяжении всей своей жизни мамонт что-то жевал тоннами. Коричневые прожилки - дентин. Кость зуба, вещество немного мягче эмали, но все равно твердое как самая настоящая, хоть и ископаемая, кость. Как раз из-за разности в твердости составляющих материалов, зуб мамонта очень сложно обрабатывать. Стоит чуть сильнее надавить - эмаль отколется и будет испорчена заготовка. Пилить зуб мамонта - то еще удовольствие. Лучше всего для этого подходит алмазный инструмент. Обычные пилы выдерживают недолго, и быстро тупятся.
Сверлить очень сложно. Приходится постоянно поливать СОЖ (смазывающе-охлаждающей жидкостью), контролировать подачу и обороты. К тому же через каждые несколько миллиметров подтачивать сверло, которое живет очень недолго. Тряпки на станке для сбора СОЖ.. Сверлить приходится в несколько проходов разными по диаметру сверлами. На сверление одного отверстия диаметром 12 мм и длиной 60 мм уходит несколько часов.
Сверлить приходится в несколько проходов разными по диаметру сверлами. На сверление одного отверстия диаметром 12 мм и длиной 60 мм уходит несколько часов. Такое отверстие получается первым. Потом еще двумя сверлами сверлится.
Такое отверстие получается первым. Потом еще двумя сверлами сверлится. Внутрь на эпоксидную смолу вклеиваются латунные трубки.
Внутрь на эпоксидную смолу вклеиваются латунные трубки.
Еще пару часов приходится потратить на опиловку лишнего.. Материал уникальный и даже тонкие пластинки пригодятся в будущем. Грубо обдираем на гриндере.
Грубо обдираем на гриндере. Далее это все обрабатывается на токарном станке. Съем материала минимальный.. Из-за этого производительность очень низкая, но и риск появления скола - наименьший.
Далее это все обрабатывается на токарном станке. Съем материала минимальный.. Из-за этого производительность очень низкая, но и риск появления скола - наименьший. Пыли очень много.
Пыли очень много.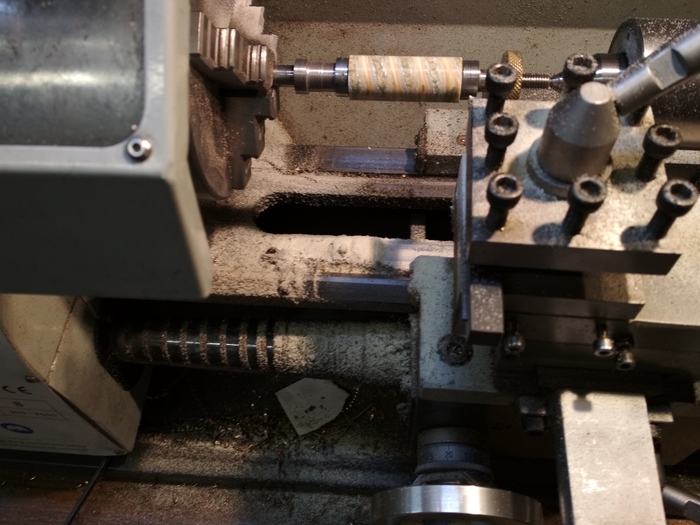 После резца обрабатывается наждачной бумагой 600, 1000, 1500, 2000, 2500 и двумя видами полировальной пасты.
После резца обрабатывается наждачной бумагой 600, 1000, 1500, 2000, 2500 и двумя видами полировальной пасты. Также вытачиваем вот такой пиптик. Он пойдет в колпачок.
Также вытачиваем вот такой пиптик. Он пойдет в колпачок.
 Обтачиваем дальше и примеряем.
Обтачиваем дальше и примеряем. Все полируем, выравниваем, устанавливаем комплектующие.
Все полируем, выравниваем, устанавливаем комплектующие.