Почему я не купил новые тисы, а стал восстанавливать старые?
Почему я не купил новые тисы, а стал восстанавливать старые?Во-первых, тисы такого формата в настоящее время стоят от 8000 руб. и выше.
Во-вторых, в советское время было лучше качество чугуна, чем сейчас. У соседей по гаражу новодельных тисов сломалось уже 2 штуки, а старые советские до сих пор работают.
В-третьих, ширина губок составляет 140 мм., что позволяет зажимать массивные детали. Вес тисов и их размеры также впечатляют.
Тисы были полностью разобраны. Оказалось, что заклинили они не по причине образования ржавчины в соединении винт-гайка или между частями корпуса тисов. Гайка тисов выскочила из своего посадочного места ввиду отсутствия болта прижима данной гайки к корпусу тисов. На опорной части станины тисов (где ходит подвижная часть тисов) была также обнаружена трещина.
Ходовой винт и гайка, а также возвратная пружина были в хорошем состоянии.
Губки тисов были в плачевном состоянии. На них заново была нанесена насечка тонким кругом болгарки.


 Один из винтов крепления губок тисов был обломан практически заподлицо с привалочной плоскостью губок к тискам. Сломанный винт высверлен.
Один из винтов крепления губок тисов был обломан практически заподлицо с привалочной плоскостью губок к тискам. Сломанный винт высверлен. Трещины на корпусе тисков заварены. Недостающая часть уха тисов была изготовлена из стали толщиной 20 мм.
Трещины на корпусе тисков заварены. Недостающая часть уха тисов была изготовлена из стали толщиной 20 мм.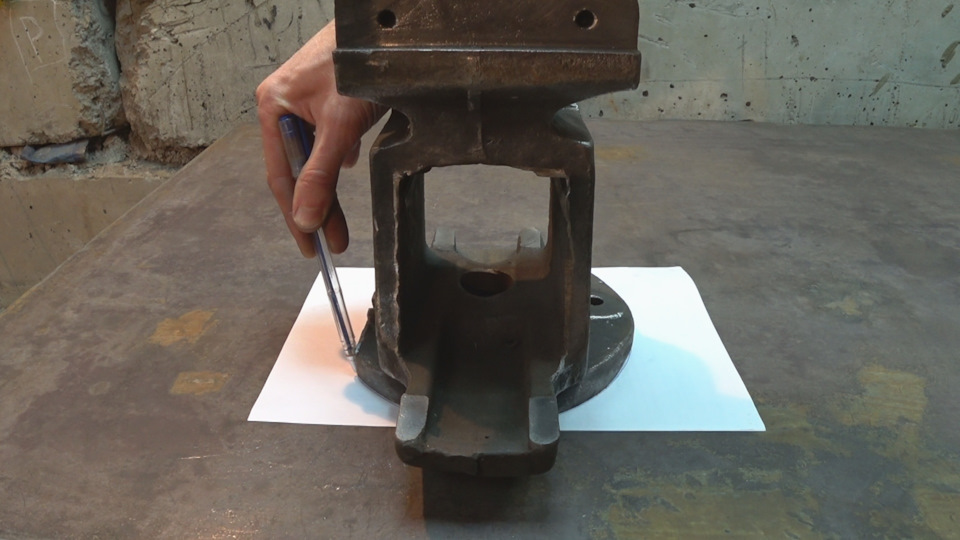
 Свариваемые детали были разделаны на всю глубину провара. Варил электродом МР-3 диаметром 3 мм. На электрод предварительно намотал медную проволоку диаметром 3 мм. (может быть 2 мм., точно не помню).
Свариваемые детали были разделаны на всю глубину провара. Варил электродом МР-3 диаметром 3 мм. На электрод предварительно намотал медную проволоку диаметром 3 мм. (может быть 2 мм., точно не помню).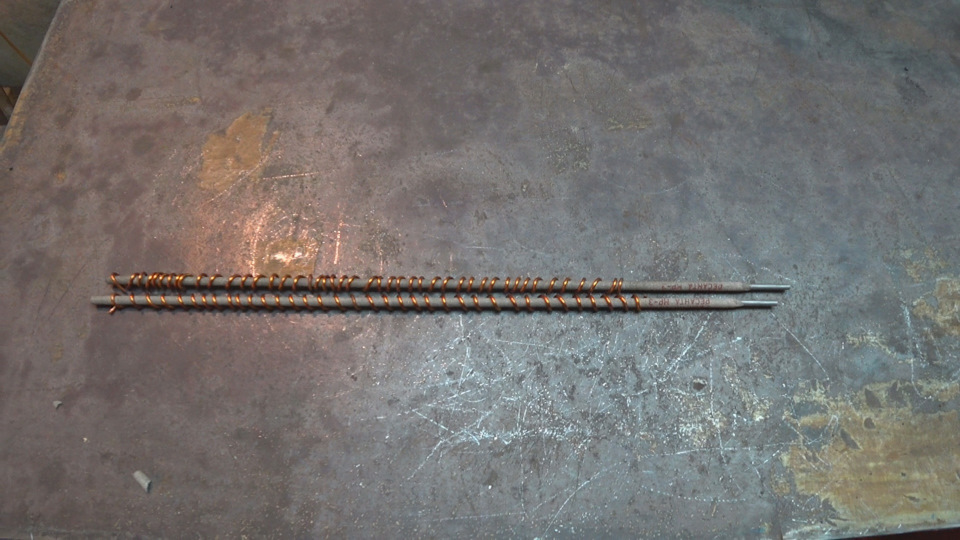 Перед сваркой тисы грел на печке долго, около часа. В это время все масло из чугуна испарилось, плюс тисы нагрелись до значительной температуры (печка под тисами была красной). Пирометра у меня нет, поэтому какая температура тисов была не знаю. Во время сварки периодически осуществлял проковку сварочного шва молотком. После сварки также поставил тисы на печку, топил её еще 2-3 часа. Постепенно понижал температуру (подкладывал все меньше и меньше дров). Тисы остывали вместе с печкой. Все сварочные швы зашлифованы.
Перед сваркой тисы грел на печке долго, около часа. В это время все масло из чугуна испарилось, плюс тисы нагрелись до значительной температуры (печка под тисами была красной). Пирометра у меня нет, поэтому какая температура тисов была не знаю. Во время сварки периодически осуществлял проковку сварочного шва молотком. После сварки также поставил тисы на печку, топил её еще 2-3 часа. Постепенно понижал температуру (подкладывал все меньше и меньше дров). Тисы остывали вместе с печкой. Все сварочные швы зашлифованы. Дополнительно применил гальванику для полной очистки от ржавчины. Очень много грязи еще вышло из чугуна.
Дополнительно применил гальванику для полной очистки от ржавчины. Очень много грязи еще вышло из чугуна.
 После тисы были покрашены грунт-эмалью по ржавчине 3 в одном.
После тисы были покрашены грунт-эмалью по ржавчине 3 в одном. Винты крепления губок тисов заменены на новые. В гайку тисов (по которой проходит ходовой винт) вкручен соответствующий крепеж, чтобы эта гайка больше не выскакивала из посадочного места.
Винты крепления губок тисов заменены на новые. В гайку тисов (по которой проходит ходовой винт) вкручен соответствующий крепеж, чтобы эта гайка больше не выскакивала из посадочного места.Тисы установлены на верстак и уже неоднократно были опробованы в процессе эксплуатации. Вся сварка на месте и ничего не отпало! Все прекрасно работает!