Даже опытные сварщики считаются с тем, что при сварке тонкого металла он может прогореть. Поэтому они рекомендуют тщательно подготавливать заготовки к сварке, использовать подходящие электроды, выбирать оптимальную силу тока и пользоваться особыми приемами формирования сварного шва.
Поскольку все указанные факторы взаимосвязаны, лучше всего их рассматривать в комплексе с учетом конкретных обстоятельств. Для этого нам нужно лишь терпение, внимательность, а также кое-какое материальное и инструментальное обеспечение.
Нам понадобятся заготовки тонкого и толстого металла, сварочный аппарат, различные электроды, молоток и металлическая щетка. Рассмотрим два часто встречающихся на практике случая:
- приваривание тонкого металла к толстому;
- сварка двух тонких заготовок.
Сварка тонкого и толстого металла
В качестве объекта выберем фрагмент толстостенной (более 5 мм) круглой и профильной трубы с толщиной стенок в 1,5 мм. В жизни это может быть опора ограждения и приваренный встык поперечный профиль.
Чтобы наш эксперимент приблизить к реальности, сварку будем вести между заготовками с зазором. На практике это может быть следствием неточности разметки, при котором поперечный элемент оказывается на несколько миллиметров короче, чем нужно.
Зачищаем поверхность толстостенной трубы до блестящего металла и прихватываем прямоугольный профиль к трубе. Варить лучше электродами АК-53-70 или АК-46 с основным или рутиловым покрытием.

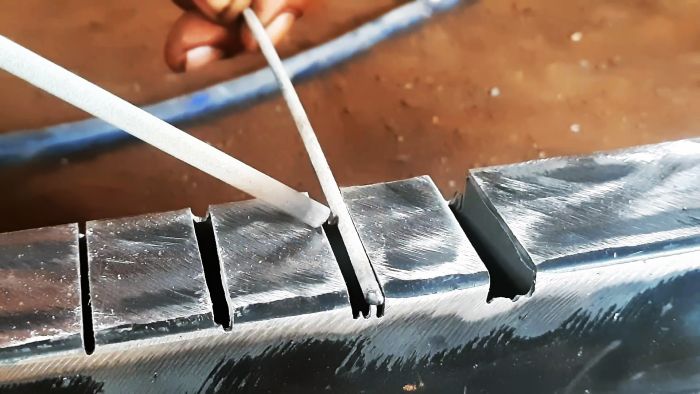
Причем сварку ведем с использованием отрывного движения, зажигая дугу на толстой трубе, и сплавляя металл движением электрода от толстого металла к тонкому, стараясь не заводить электрод далеко на тонкий профиль, чтобы он не прогорел. Электрод должен доходить только до кромки тонкого металла и там отрываться.
Наложив сварочный шов с одной стороны профиля, отбиваем с помощью молотка образовавшийся при сварке шлак и зачищаем его металлической щеткой.
Так вкруговую завариваем и остальные три стороны.
Если зазор меньше трех миллиметров, то сварку можно вести без отрыва электрода. Причем, прихватывать профильную трубу или уголок лучше и надежней по углам, где металла побольше.

Есть свои особенности сварки поперечной кромки профильной трубы к цилиндрической поверхности, т. к. в этих местах зазор от центра к краям увеличивается и может достигать 5-6 мм.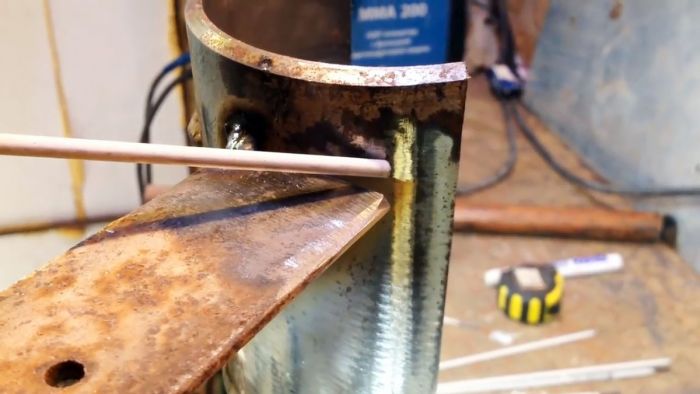
Прихватку и сварку начинаем с краев, где зазор максимальный.
В этом случае электрод с зажженной дугой держим на толстом металле несколько дольше, чтобы образовалось побольше жидкого металла и только после двигаем электрод поперечно в сторону тонкого металла. Также после завершения сварки отбиваем шлак и чистим шов.
Сварка тонких металлических заготовок
Такая ситуация может возникнуть, например, при сварке емкости для воды на даче. Чтобы сварочный процесс был полезней, будем соединять две заготовки из тонколистовой стали, расположенные перпендикулярно друг к другу, но с изменяющимся зазором по линии контакта.
Прихватываем листы с двух концов и в центре. Будем накладывать горизонтальный и вертикальный швы, чтобы показать отличия в зависимости от направления.
Для получения горизонтального шва при сваривании тонкого металла берем электроды диаметром 2,0 или 2,5 мм и сварку начинаем с того конца, где зазор отсутствует или минимален. Варить начинаем от прихватки, разжигая на ней дугу.
Если обе заготовки имеют одну и ту же толщину, то электрод следует держать по центру, т. е. вести его по линии контакта свариваемых деталей, совершая быстрые и короткие возвратно-поступательные движения, чтобы не прожечь тонкий металл.
После доведения сварочного шва до конца, отбиваем с помощью молотка шлак и зачищаем щеткой.
Для осуществления вертикального шва, да еще с зазором между свариваемыми деталями, также зажигаем дугу на прихватке и совершаем быстрые поперечные движения концом горящего электрода в пределах зазора с отрывом и все время поднимаемся вверх.

По завершении вертикального шва по традиции отбиваем шлак и зачищаем металлической щеткой.
Выводы
При сварке тонкого металла необходимо правильно подобрать электроды по диаметру и обмазке, тщательно подготовить свариваемые детали, отрегулировать силу тока в функции от толщины соединяемых заготовок и освоить движения электродом в зависимости от направления шва, наличия и величины зазоров между деталями и соотношения толщин материалов.