Сегодня во многих используемых в повседневной жизни изделиях применяется тонколистовой металл – это автомобили, холодильники, стиральные машины и т. д. В процессе их ремонта иногда возникает потребность в сварочных работах. Но сварка тонких деталей электродами имеет некоторые особенности, без соблюдения которых, качественного соединения мы не получим.

Понадобится
В общем-то, для сварки тонколистовых материалов требуются те же материалы, инструменты и оборудование, что и при обычной сварке. Нам нужны будут:
- сварочный аппарат (
трансформатор или инвертор);
-
электроды подходящего диаметра и обмазки;
- свариваемые детали;
- инструменты для подготовки к сварке соединяемых кромок;
- комбинезон и маска сварщика.
Подготовка к процессу сварки тонкого металла
Вначале устанавливаем, из какого металла изготовлены свариваемые детали. После этого выбираем тип электродов и их обмазки. Зная толщину свариваемых металлических листов, выбираем диаметр электродов. Здесь принцип такой: он должен быть равен толщине соединяемых материалов.
Затем тщательно подготавливаем кромки, которые мы будем варить. Их мы плотно подгоняем друг к другу, то есть выравниваем с помощью ножниц по металлу, напильника или шлифовального круга, насаженного на шпиндель болгарки. На кромках не должно быть следов окисления, жировых отложений, копоти и влаги.
Процесс сварки тонкого металла
Чаще всего в таких случаях сварщики пользуются двумя способами: непрерывным и прерывистым.
Мы выбираем нечто промежуточное между ними: будем постоянно удалять электрод от свариваемых материалов, т. е. гасить дугу (прием из прерывистого способа сварки), но в результате получим сплошной шов, как при способе непрерывной сварки.
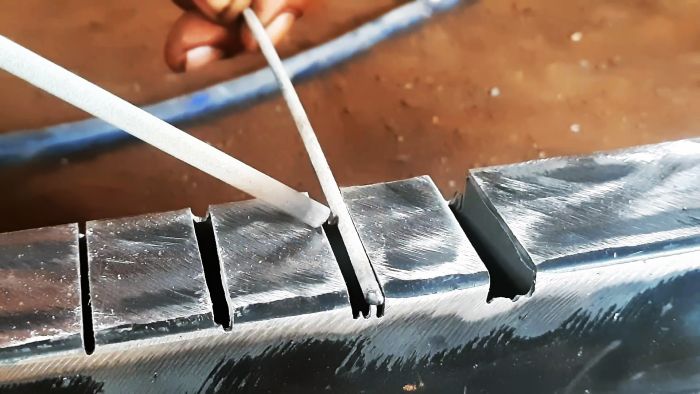
В качестве свариваемых элементов выбираем два равных профиля в виде швеллера из тонколистового металла с выпуклыми ребрами жесткости по верху углов. Кладем их горизонтально вплотную друг к другу торцами.
Прихватываем детали по ребрам жесткости для их фиксации.
Затем рядом с прихваткой вновь разжигаем дугу, чтобы получить непрерывное без зазора соединение. Далее отрываем электрод, гасим дугу на короткое время (1-2 сек.) и вновь ее разжигаем в месте предыдущей остановки.
Так продолжаем варить стык «на себя», пока не упремся во вторую прихватку.

Нам остается лишь с помощью молотка сбить со сварных швов окалину.