Для начинающего сварщика процесс сварка тонкого металла толщиной не более 1 мм будет нелегким занятием. Отсутствие навыков по управлению энергией электрической дуги неизбежно приведет не только к плавлению металла электрода, но и к сквозному прожиганию свариваемых деталей. Профессиональные сварщики с большим опытом, наряду с использованием специальных приемов при сварке тонкостенного металла, одновременно умело управляют параметрами сварочного процесса, в частности, силой сварочного тока. Посмотрим, к чему приводит большой сварочный ток при работе с тонким металлом и, какой он должен быть для осуществления качественной сварки тонкостенных деталей без прожогов.

Неприемлемость большого сварочного тока при сварке стали толщиной 1 мм
Будем варить два плотно прижатых один к другому куска профильной квадратной трубы с толщиной стенок 1 мм в продольном направлении, просто ведя электрод вдоль линии контакта свариваемых деталей с определенной скоростью, не замедляя и не ускоряя его хода.
С помощью бесступенчатого регулятора на сварочном аппарате доводим величину сварочного тока до 150 А. Сварочный процесс будем осуществлять с помощью одних из самых распространенных электродов марки Е7018.
Результат сварки тонкостенных квадратных труб при величине сварочного тока в 150 А оказался удручающе некачественным. Вместо сплошного сварочного шва получились одни сквозные прожоги по всей длине линии сварки. Такой результат, конечно-же, никого не удовлетворит.
Предпочтение небольшого сварочного тока при сварке тонкостенных деталей
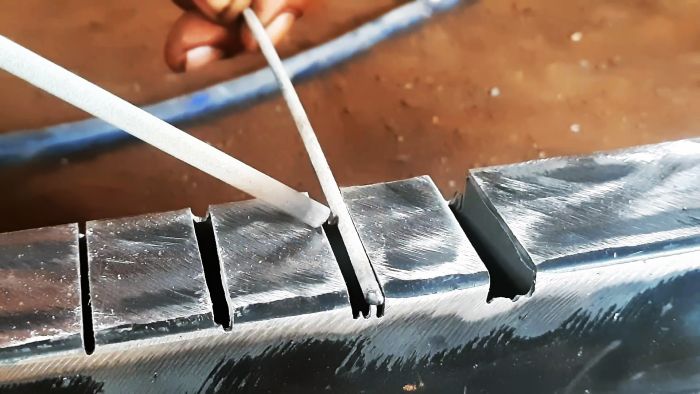
Уменьшаем выставленную на сварочном аппарате величину сварочного тока 150 А более чем в два раза, точнее до 70 А. В связи с изменением этой важнейшей характеристики сварочного процесса также меняем и электрод: вместо марки Е7018 берем марку Е6013, выполненную из более мягкой стали и поэтому легче поддающуюся плавлению в электрической дуге.
Процесс сварки оставляем прежним: равномерно ведем электрод вдоль линии контакта тонкостенных деталей, разве что немного снижаем скорость его перемещения.

После окончания сварочного процесса, отбиваем шлак по всей длине сварочного шва и убеждаемся в том, что он на всем своем протяжении оказался сплошным, одинаковой ширины и высоты, без всяких шлаковых включений, а главное, даже без намека на прожог тонкостенных деталей.
Итак, одним из неизменных условий качественной сварки тонкого металла является небольшая величина сварочного тока.