Выполнить качественно неразъемное соединение тонкого металла ручной дуговой сваркой покрытым электродом – дело непростое даже для опытного мастера. Но при правильном подборе режима сварки, электродов и движений ими, с этой работой справится и начинающий сварщик.
Понадобится
- сварочный инвертор ARC 375
- электроды Е 6013 (аналог OK 46.30)
- отрезки профильной трубы;
- штангенциркуль
- молоток для отбивки шлака.

Процесс сварки металла толщиной 1 мм
Сварим отрезки профильных квадратных труб с толщиной стенок 1 мм.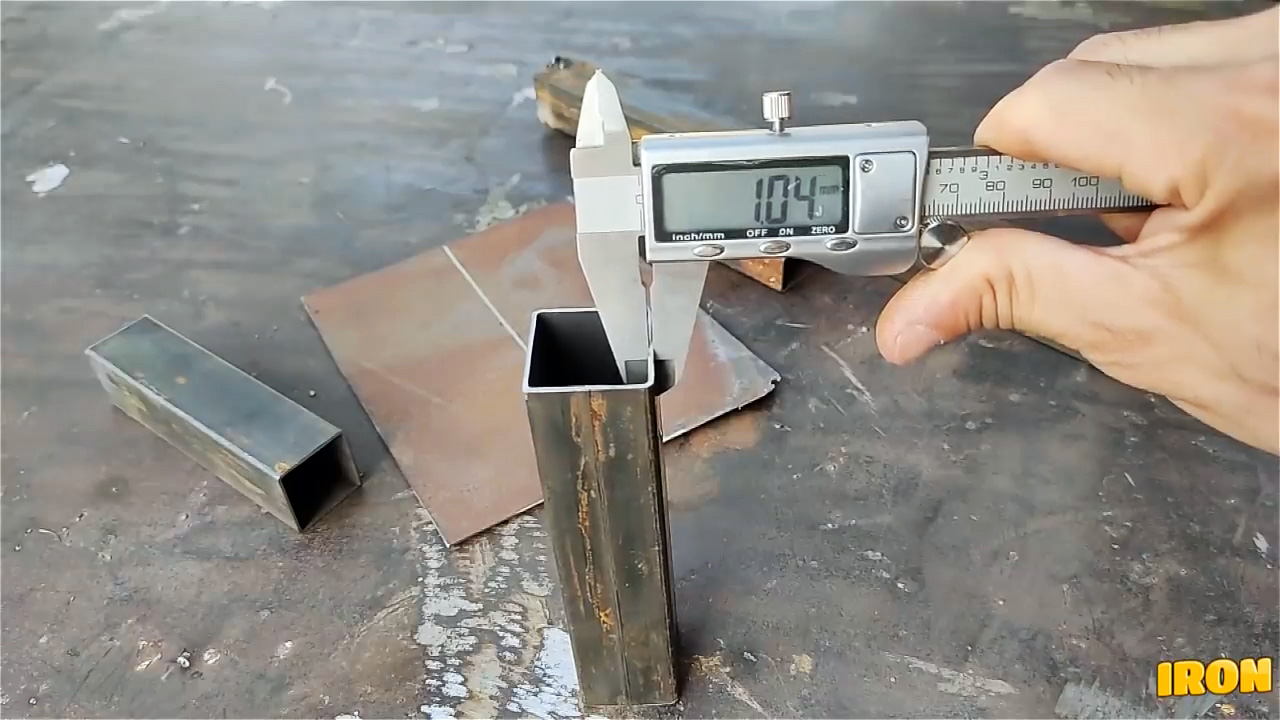
При большом сварочном токе будут прожоги, при малом – непровары, что усугубляется неправильным подбором электродов и движений ими.
Выбираем электроды Е 6013 с рутиловым покрытием диаметром 2,5 мм.
Устанавливаем на сварочном инверторе силу тока 75 А.
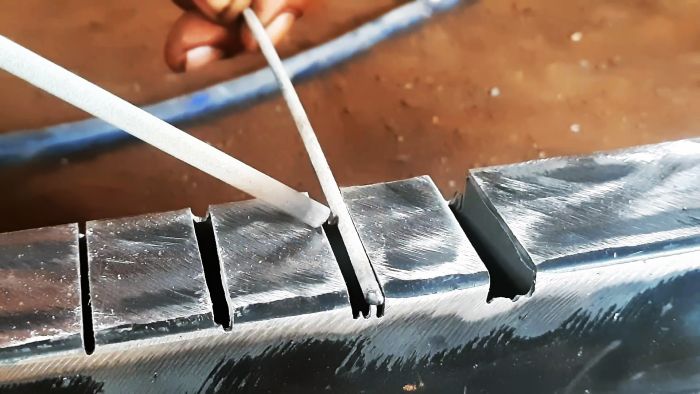
Прижимаем квадратные трубы друг к другу, выполнив на одной из них систему равноудаленных полосок, и перпендикулярных линии контакта труб.
Покажем движение конца электрода вдоль будущего сварочного шва, ориентируясь на полоски. Устанавливаем электрод на первую полоску, имитируя этим зажигание дуги. Ведем его до четвертой и возвращаем на вторую.
Далее все повторяем: от второй полоски электрод двигаем на шестую и возвращаем на третью, и т. д., пока не достигнем последней полоски.
Такие возвратно-поступательные движения электродом не перегревают тонкий металл и способствуют образованию качественного шва.
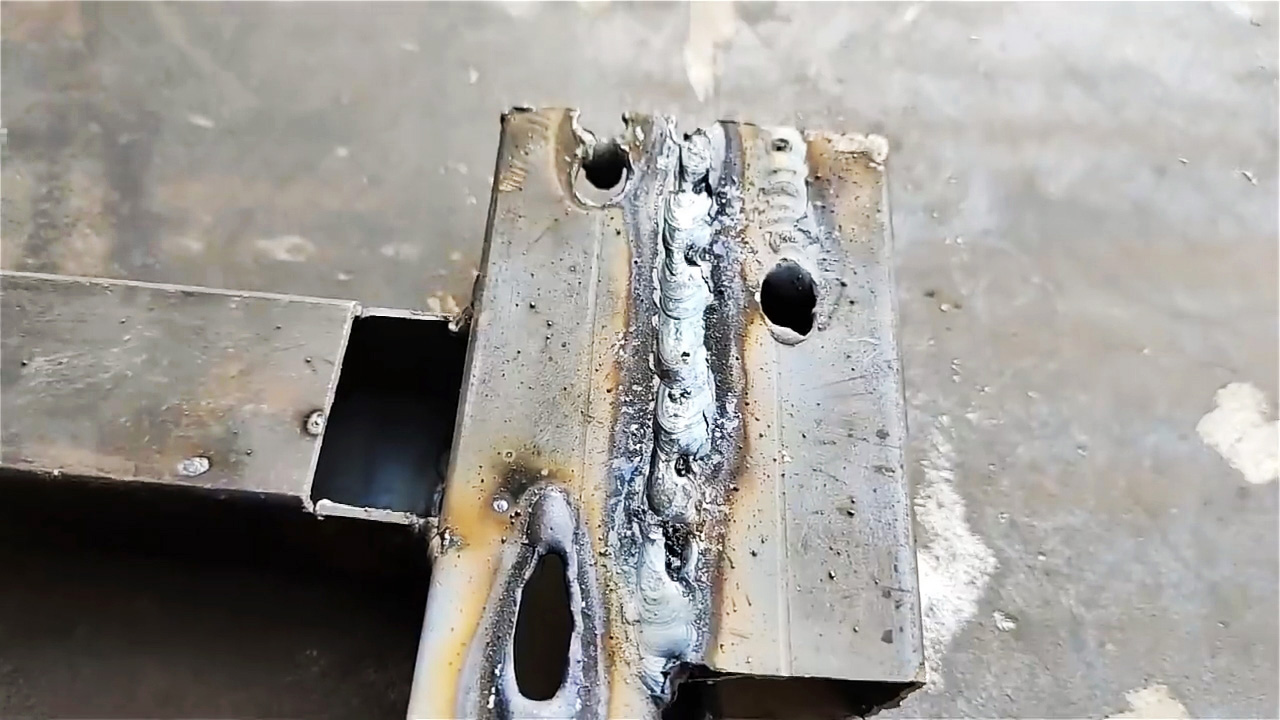
Выполняем сварку металла толщиной 1 мм электродом 2,5 мм, при силе тока 75 А и, показанных ранее, движениях электродом.
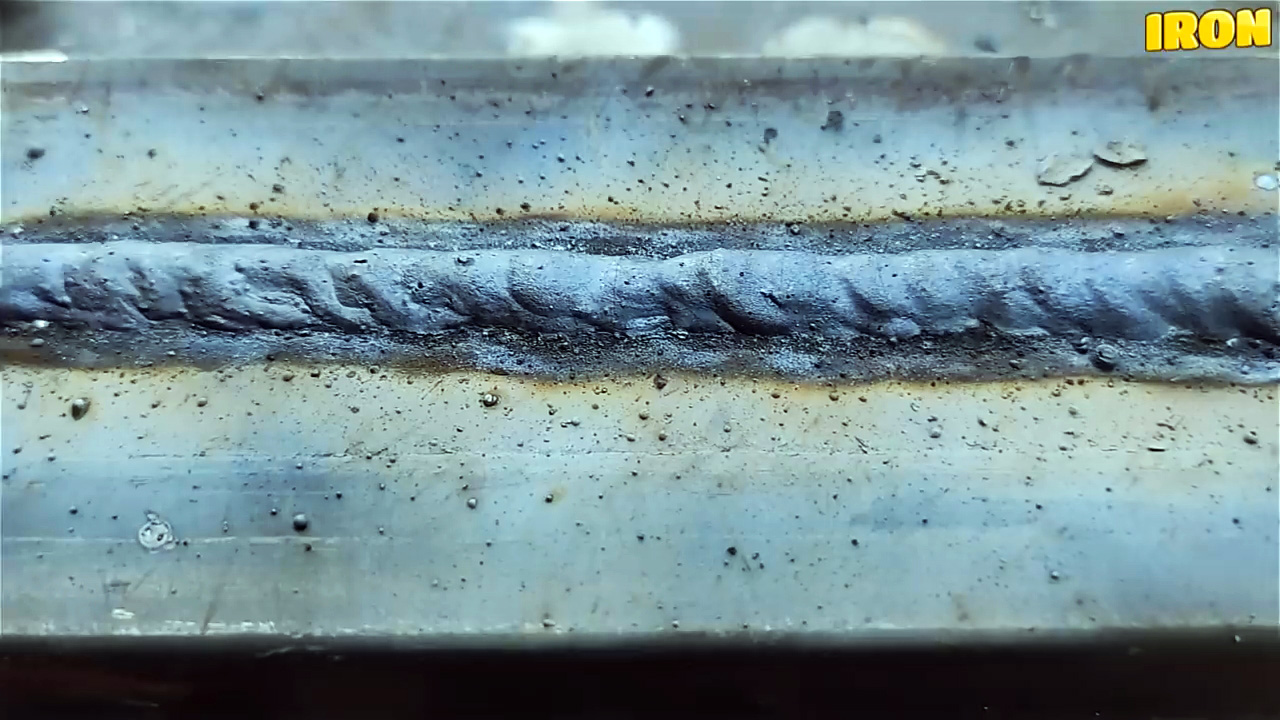
Сбиваем со шва шлак и убеждаемся, что шов получился без прожогов и непроваров по всей длине.
Обязательно посмотрите процесс наглядно в видо ниже.