Если в домашней мастерской или даже на рабочем месте появилась необходимость согнуть коробчатый профиль под прямым углом, в частности, профильную квадратную трубу, то есть возможность воспользоваться достаточно простым способом, в основном состоящем из оригинальной разметки и последующего раскроя болгаркой. Выполнить такую несложную операцию под силу любому взрослому человеку и для этого не понадобятся особые знания, профессиональные навыки, дорогостоящий материал и специальные инструменты.

Понадобится
Материалы и инструменты:
- профильная квадратная труба длиной 30 см;
- маркер, измерительный угольник и штангенциркуль;
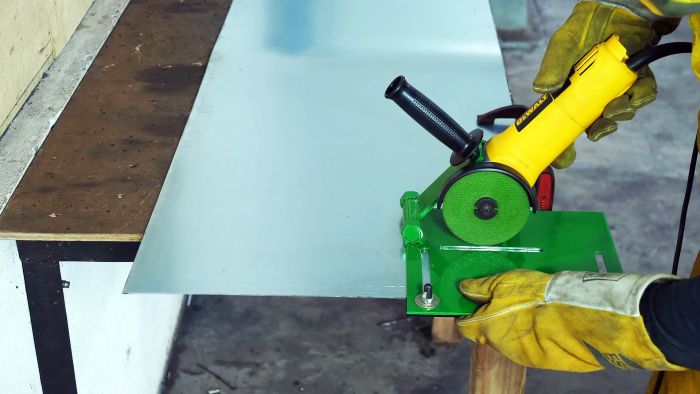
- болгарка с режущим диском;
- ручной напильник по металлу;
- магнитный угольник;
- сварочное оборудование.
Процесс идеального изгиба профильной квадратной трубы под прямым углом
Отмечаем поперечной линией середину (15 см от любого торца) профильной квадратной трубы длиной 30 см. Проводим от этой отметки две линии справа и слева с помощью такого же куска профильной квадратной трубы, которые отстоят друг от друга ровно на длину стороны этого коробчатого профиля.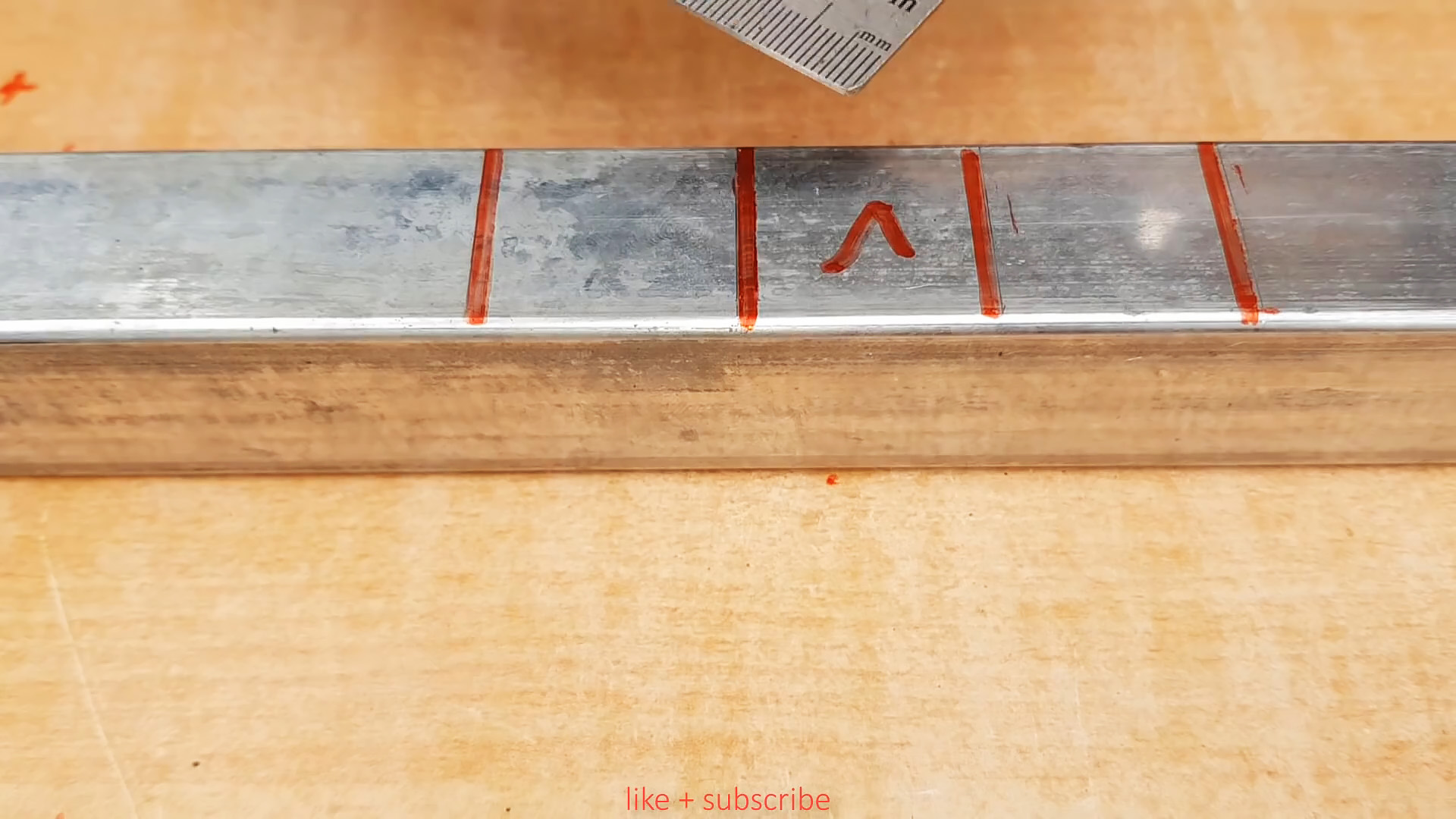
Продолжаем эти четыре линии по поверхностям двух прилегающих сторонах профильной квадратной трубы, не нарушая их параллельности и расстояния между ними. Соединяем диагональю две левые и две правые линии. То же самое проделываем и на противоположной стороне коробчатого профиля.
Измеряем штангенциркулем размер стороны квадратной трубы и откладываем его на диагоналях от внутренних концов в направлении внешних. Проводим от соответствующих точек на гранях трубы ко всем этим отметкам перпендикулярные линии, концы которых соединяем по смежной стороне профильной квадратной трубы.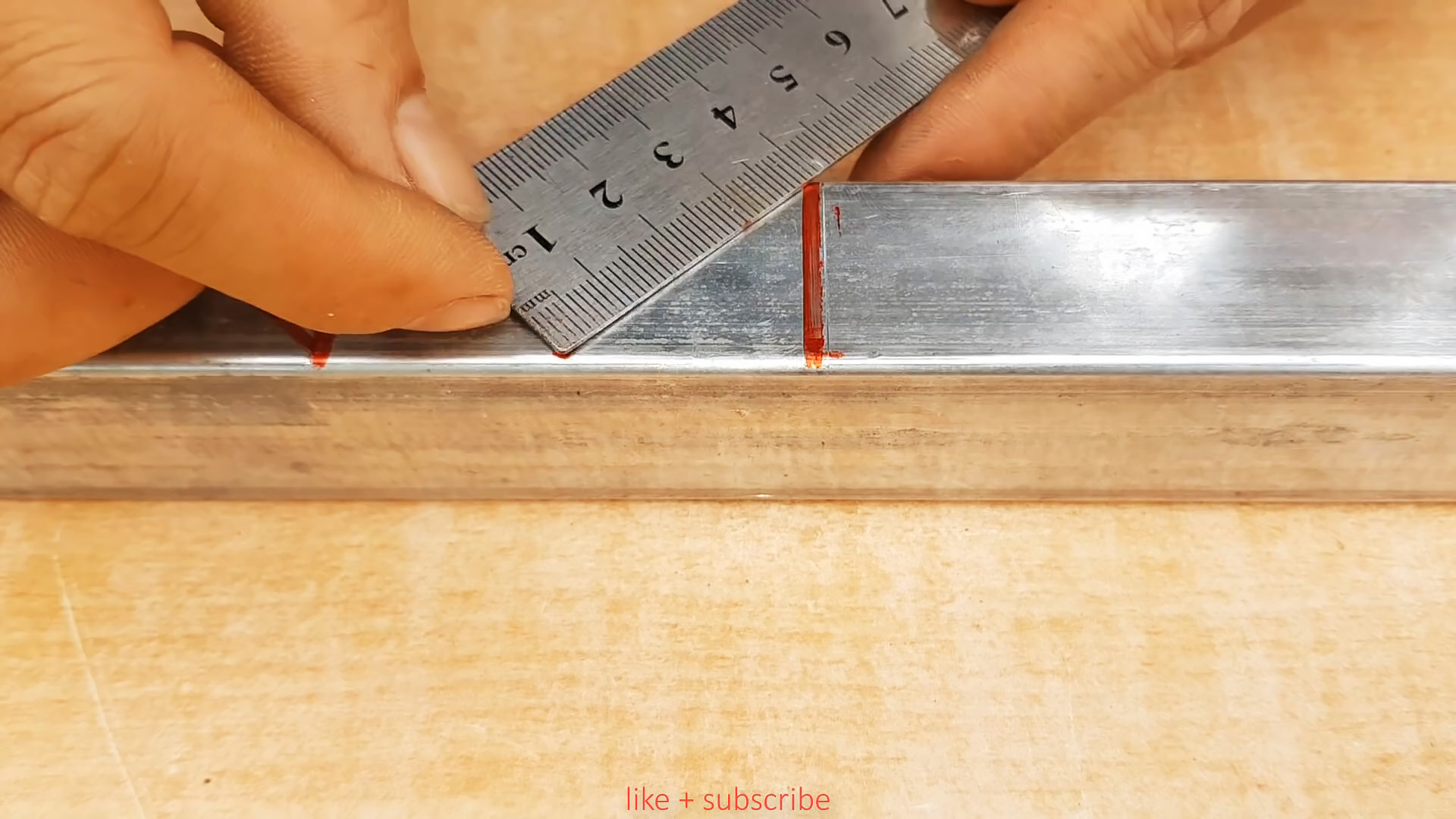
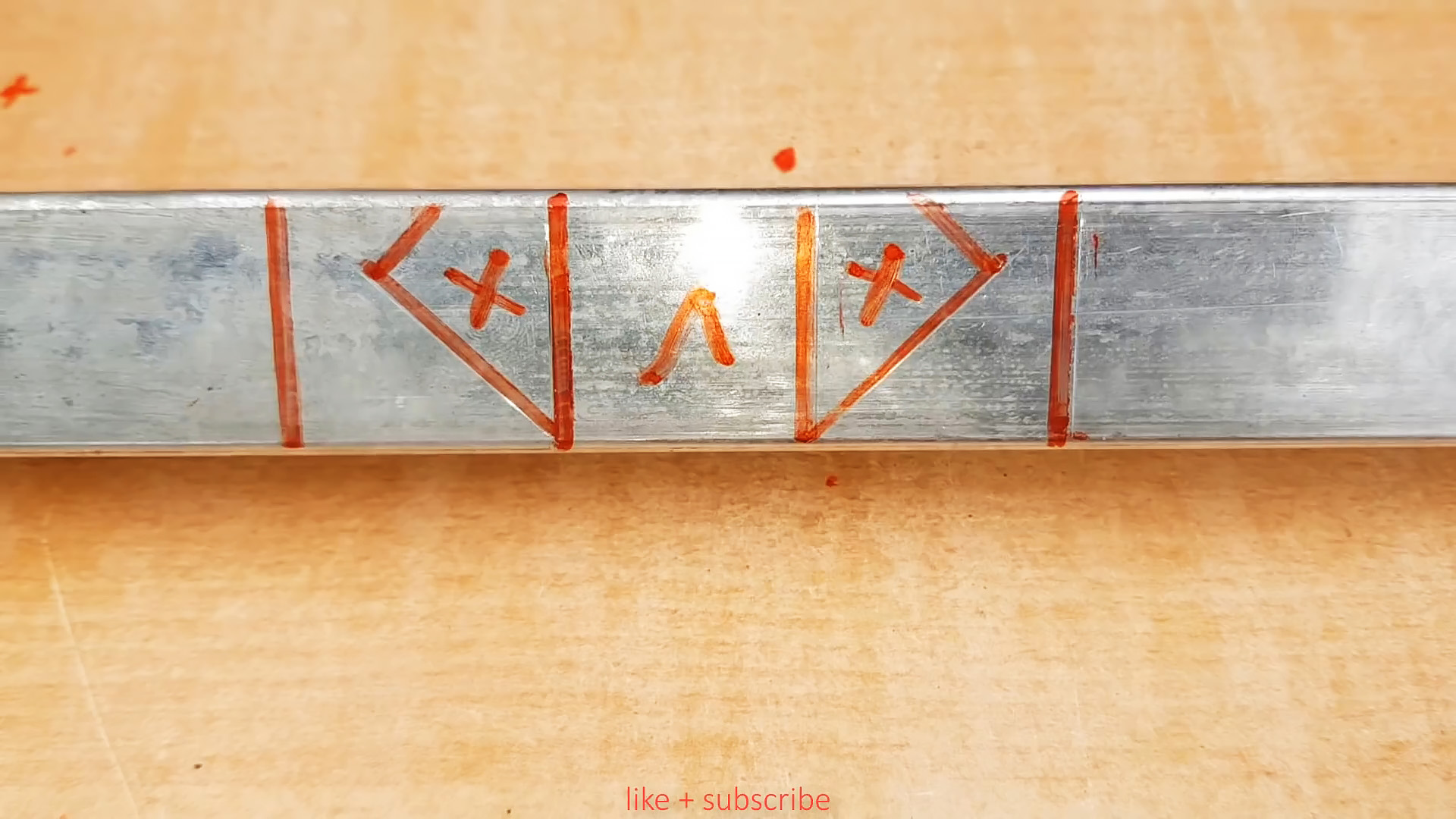
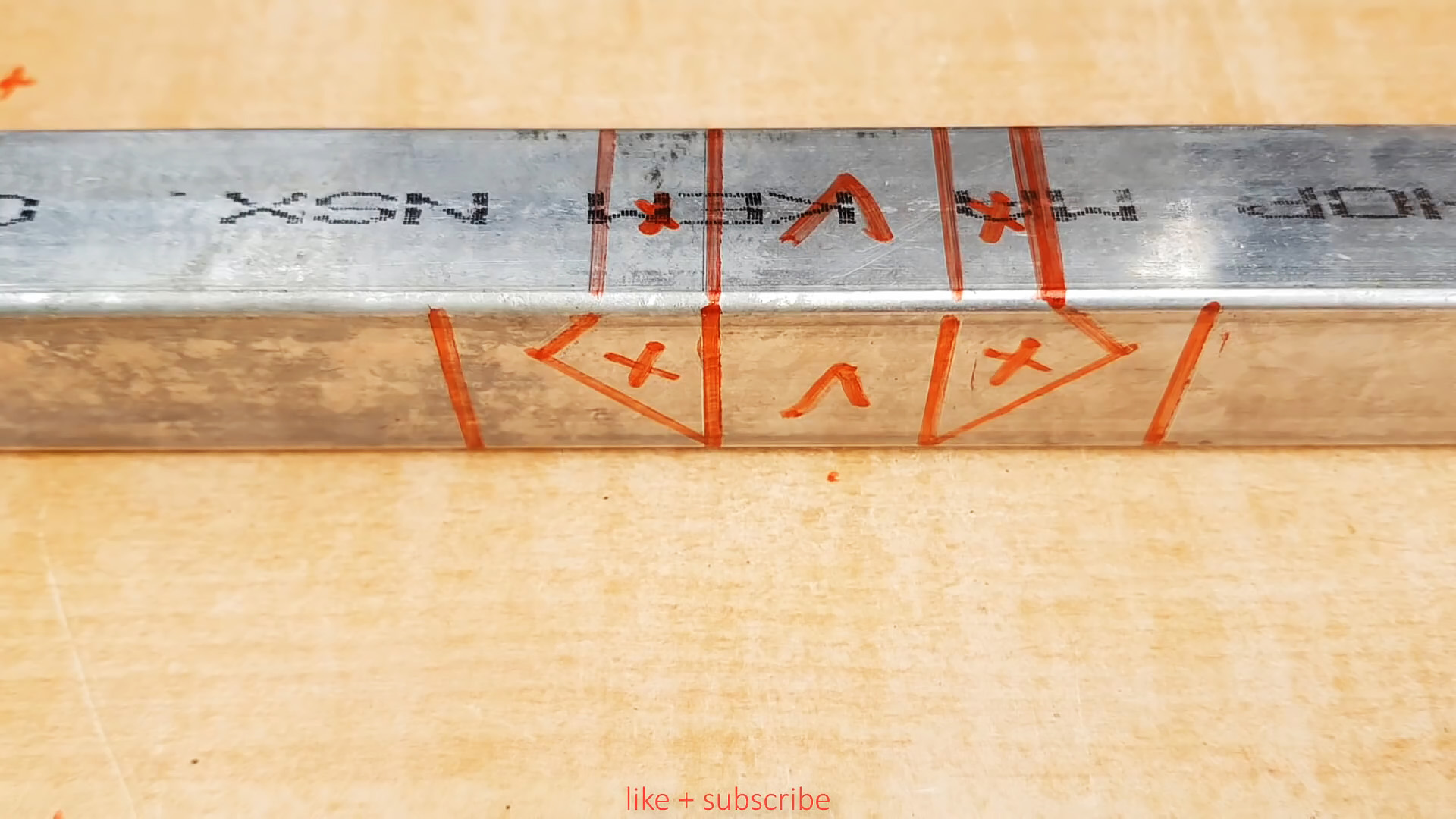
Отмечаем крестиком участки, которые предстоит вырезать, что и выполняем с помощью болгарки.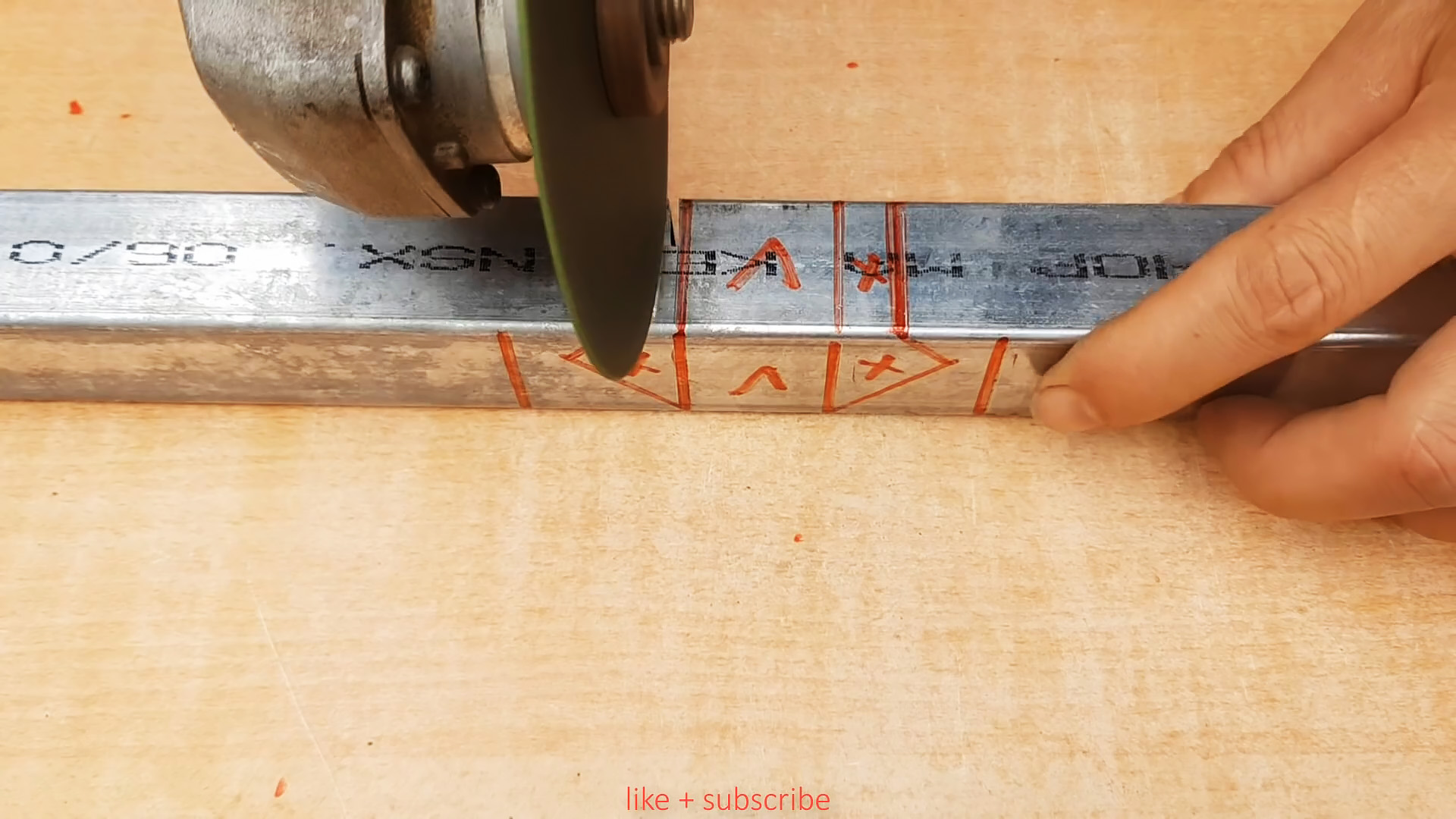
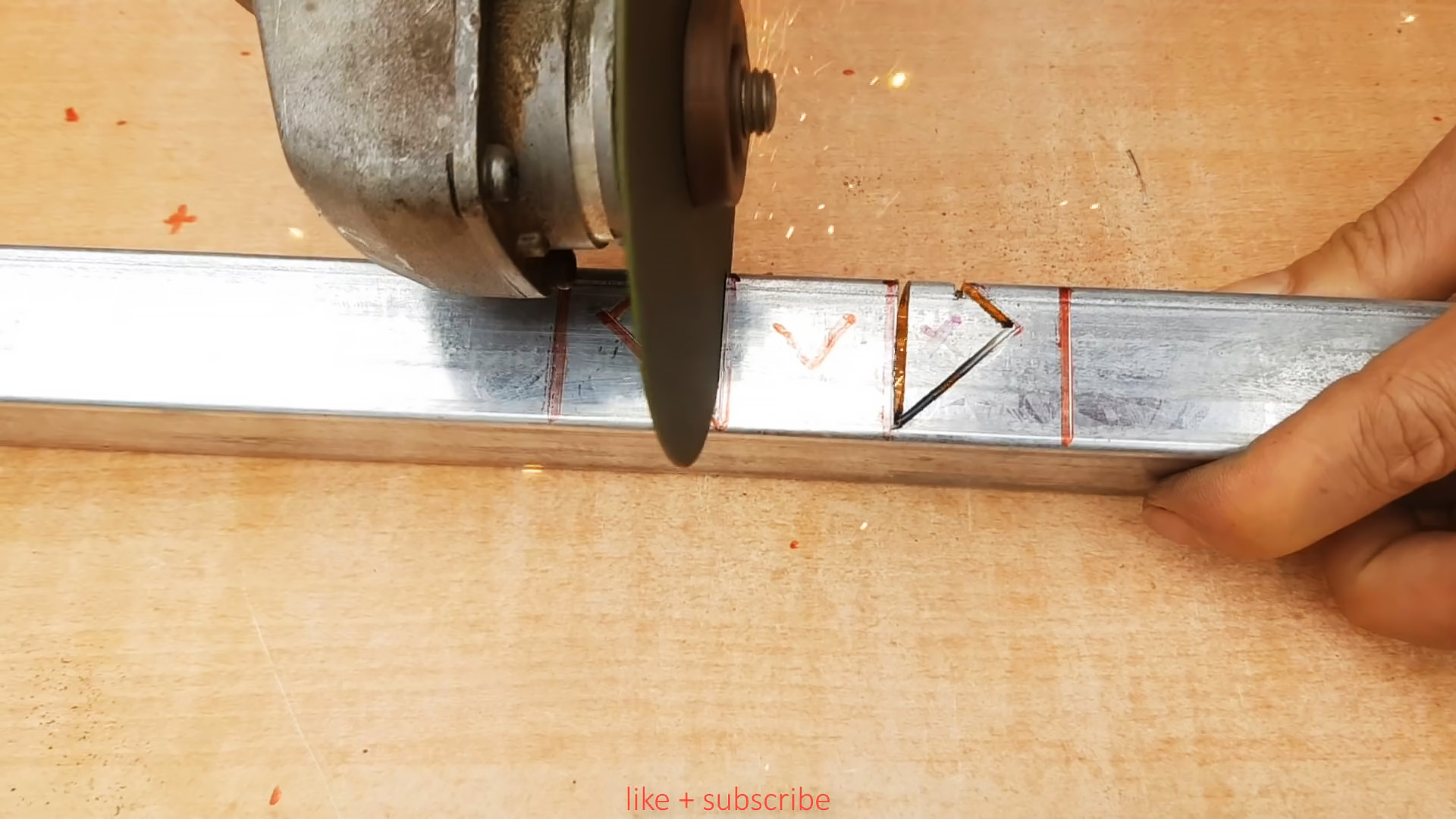
Удаляем вырезанные участки и зачищаем все линии резки ручным напильником по металлу, удаляя образовавшиеся при резке заусенцы, и сглаживая острые кромки.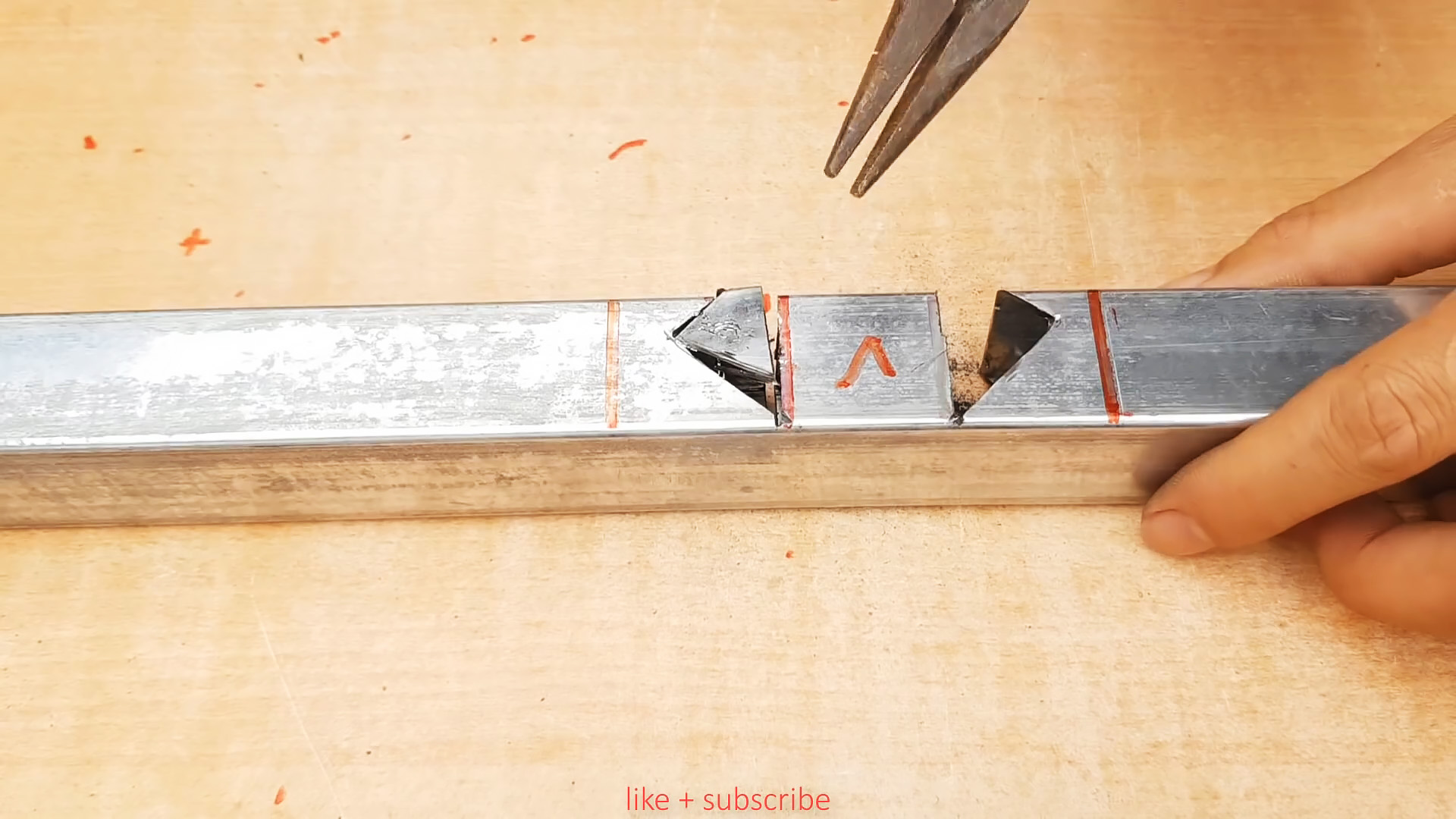

Остается лишь согнуть в направлении друг друга концы квадратной трубы так, чтобы линии резки сомкнулись вокруг центрального коробчатого элемента.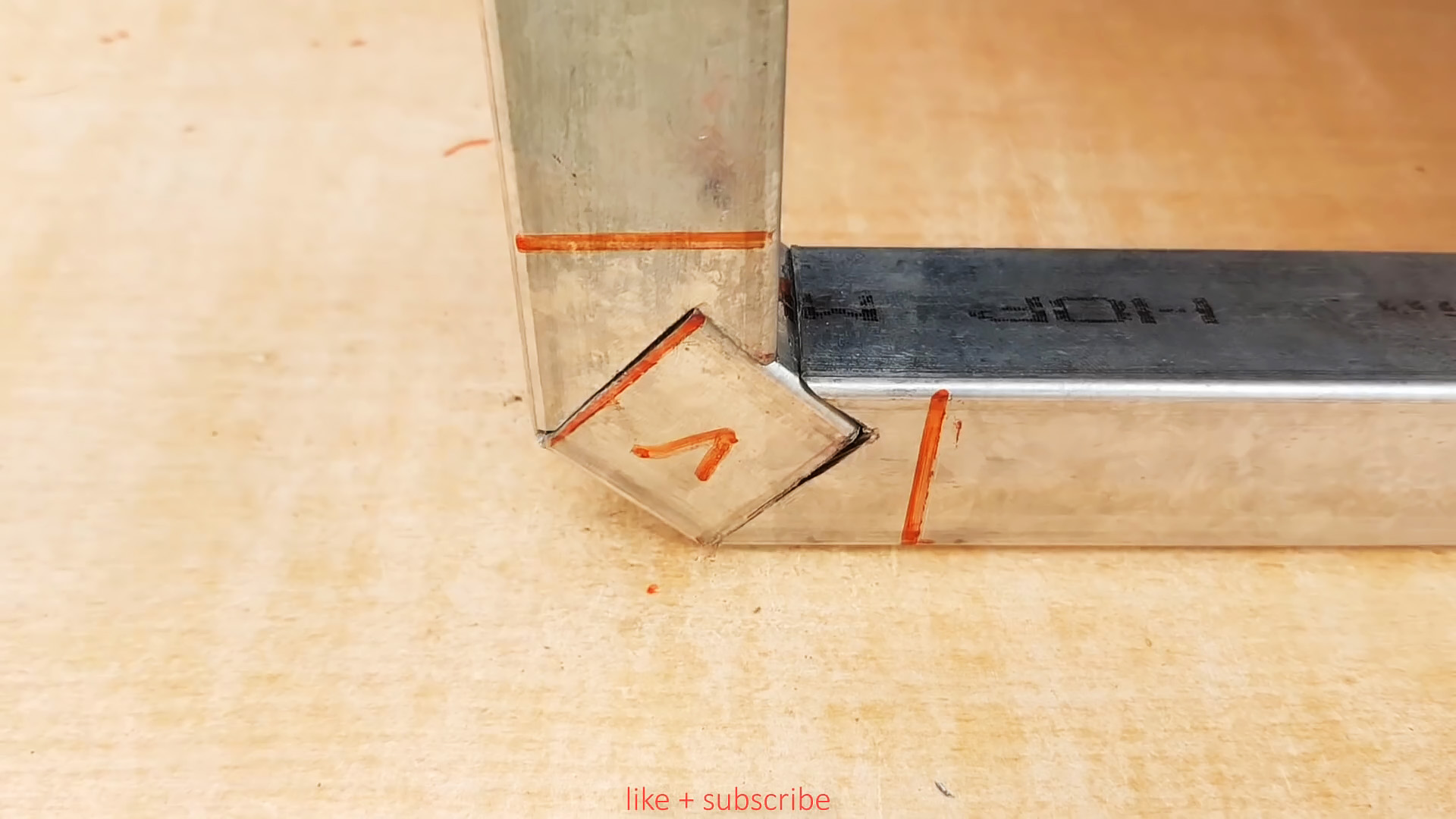
Помещаем во внутренний угол магнитный угольник, еще раз сдавливаем концы профильной трубы и выполняем прихватки по линиям контакта с помощью сварочного аппарата. Или скручиваем уголком при помощи саморезов по металлу.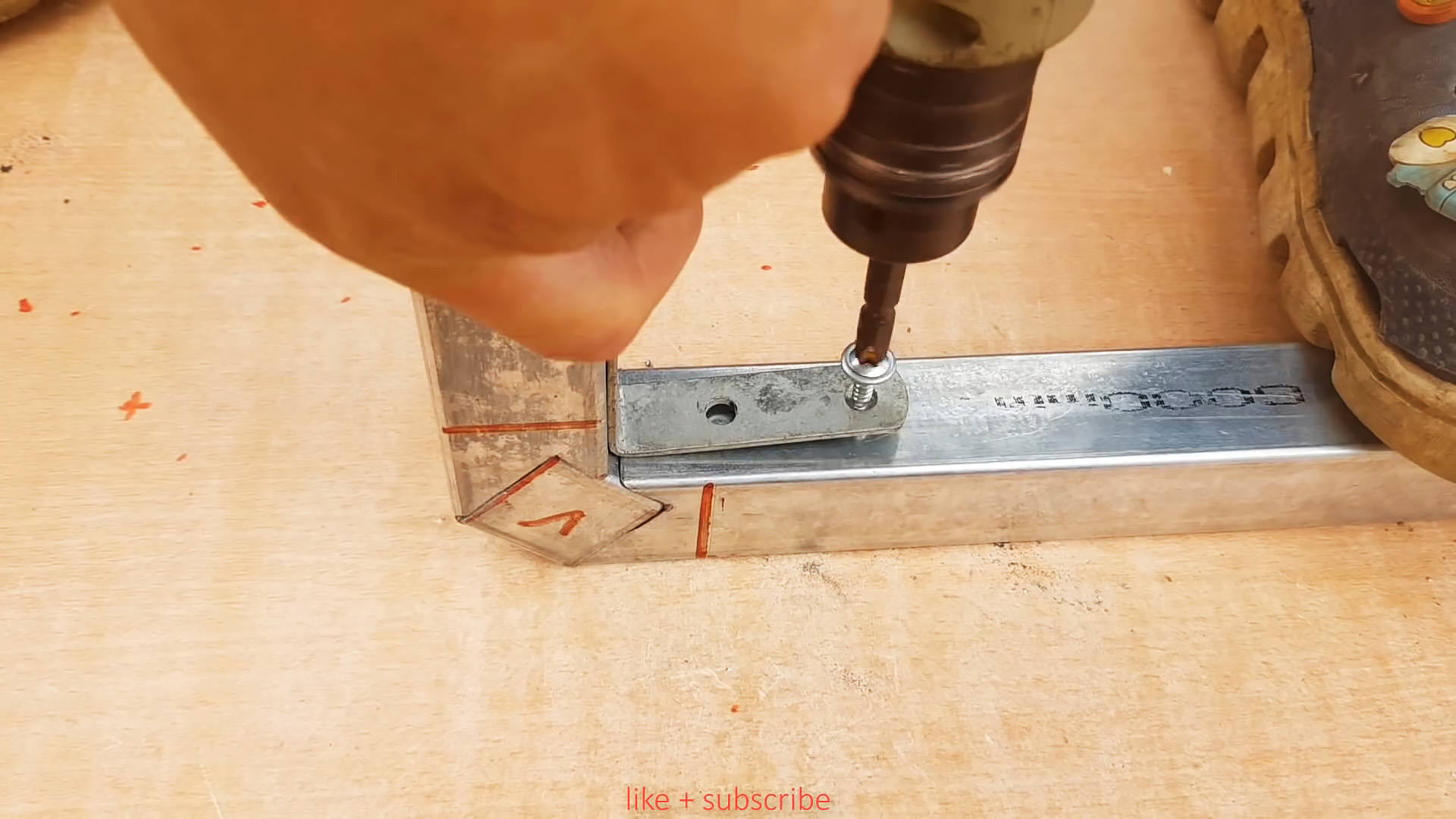
Зачищаем болгаркой места прихваток и убеждаемся в том, что получился изгиб профильной квадратной трубы в точности под 90 градусов.