На прошлой неделе мне довелось побывать в Пензенской области в поселке Грабово, а точнее на Грабовском автомобильном заводе. Подробнее о самом заводе, его истории и о социальной политике предприятия я расскажу в отдельном посте, а сегодня смотрим, как делают автоцистерны. Пост не рекламный, так как вряд ли кто-то из моих читателей будет закупать топливозаправочное оборудование. Но если это не так, то я буду рад вдвойне, если вашим выбором будет продукция Грабовского автомобильного завода.

Ассортимент продукции Грабовского автомобильного завода достаточно широк: автоцистерны, топливозаправщики, прицепы-цистерны и полуприцепы-цистерны, мазутовозы, битумовозы, нефтевозы, аэродромные топливозаправщики, вакуумные машины для сбора отработанных и пролитых нефтепродуктов и фекальных вод, гидрантные диспенсеры.
Начнем с заготовительного цеха. Здесь производится подгонка металлических листов под необходимый размер. Для изготовления в основном используется нержавеющая сталь российского производства и импортный алюминий. К сожалению, наши предприятия не выпускают алюминивые листы нужного качества.

Особо точные координатно-пробивные станки делают все необходимые отверстия.

В цехе самое современное оборудование европейского производства. Труд рабочих автоматизирован до максимума.

Гильотинные ножницы производят обрезку подготовленных листов металла.

На следующем этапе по шаблону произходит сгибание листов - начинает вырисовываться форма будующих автоцистерн.

На следующем фото цех производста аэродромных топливозаправщиков, но процесс приблизительно тот же.

В сварочном цехе используется много ручного труда. Сврщики на предприятии ценятся "на вес золота".

Швы автоцистерны провариваются как изнути, так и снаружи.

Цистерна не может существовать без шасси. Их тоже делают на Грабовском автомобильном заводе, так как завод является предприятием полного цикла.

Никакое современное оборудование не может заменить ручной труд. На заводе работет около 600 человек в 2 смены.

Подготовка и монтаж осей шасси.

Все необходимые детали размещаются на стелажах, что экономит пространство в цехе. На желтых тележках детали развозятся по рабочим местам.

Токарные и фрезерные станки для серийных деталей с ЧПУ, но для индивидуальных изделий используется старое оборудование.

Самый фотогеничный процесс производства - сварка.

Сварка током высокой частоты уже не такая зрелищная.

Сборочный цех.

Готовые цистерны устанавливаются на шасси.

Производится шлифовка всех швов.

Автоцистерна принимает готовый вид.

Осталось загрунтовать и покрасить в корпоративный цвет заказчика.

Перед покраской все отсеки цистерны заполняют водой под давлением и проверяют на герметичность.

Если все в порядке, то шасси и автоцистерна перемещаются в покрасочный цех. Цистерны, установленные на полушасси, также демонтируются для покраски.

И вот, готовый нефтевоз отправляется в сборочный цех.

После покраски - окончательная сборка. Все необходимое всегда под рукой.

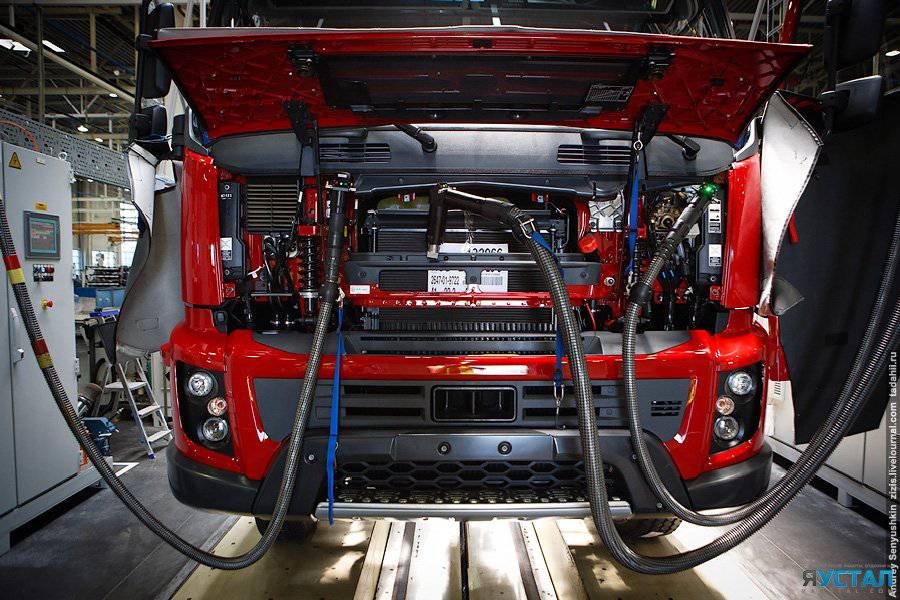
Сердце топливозаправщика тоже собирается на заводе.

Устанавливаются как импорные, так и российские комплектующие.

Еще немного и автоцистерна готова к поставке заказчику.

Авиационный топливозаправщик.

Заливочные горловины автоцистерны. В случае переворачивания цистерны ни грамма топлива не должно пролиться на землю.

Назначение сего прибора видно из подписи рядом с ним.

Контрольная панель аэродромныого топливозаправщика. Не многие российские производители могут похвастаться полным циклом сборки подобного оборудования.

Кстати, Грабовский автомобильный завод был основан в октябре 1941 года. Во время войны производил снаряды, а после войны всем известные бензовозы. Фотография из школьного музея грабовской школы № 2, которой завод оказывает шефскую помощь и где мы тоже побывали. Но об этом в следующий раз.

Всё, спасибо