Итак, приступаем к осмотру.
Сначала из гипса делают полноразмерную модель будущего памятника.

Иногда памятники делают целиком из гипса, для этого сначала создается масштабная копия, на которой отмечены контрольные точки.

Затем по контрольным точкам сваривается основной каркас.

Который в последствии обкладывается гипсом, при этом внутри скульптура остается полой.

Памятник сделанный по этой модели можно увидеть в конце репортажа.

Этот еще находится в работе. Он обмотан пленкой после первичного придания общей формы.

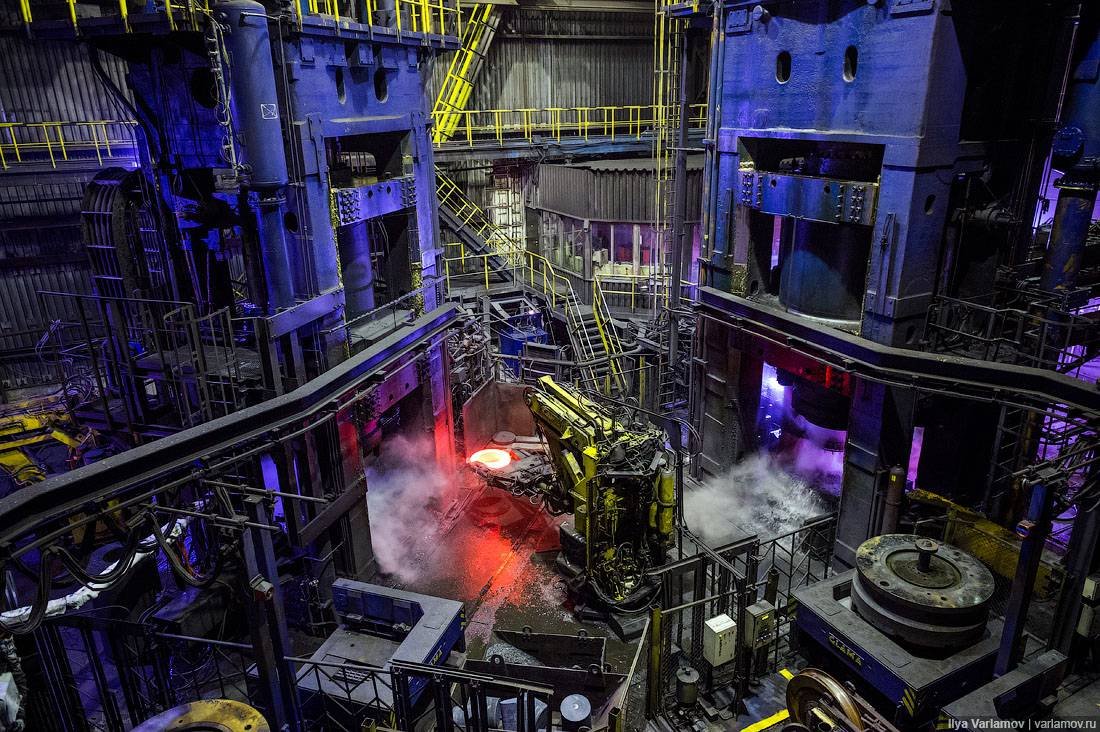
Переходим в цех художественного литья. Здесь намного интереснее.

С рабочей модели изготовленной из глины или гипса снимается кусковая гипсовая форма. По полученной форме изготавливаются восковые модели отдельных частей скульптуры.

Восковые модели помещаются в гипсовые формы, где они остывают. В остывшие восковые модели набивают стержневую форму из холодно-твердеющий смеси (ХТС), которая состоит из смолы и песка. Наружные гипсовые формы вскрывают, и автор может по воску произвести необходимую доработку модели для придания будущей отливки соответствия рабочей модели.

Кусковая форма из холодно-твердеющей смеси разбирается. Воск вручную снимается со стрежневой формы их ХТС, а не выплавляется в печи. Внутренняя поверхность разобранной формы покрывается антипригарной краской, которая может быть двух видов: один — для наиболее четкой отливки мелких деталей изделия, второй — для получения идеально гладкой поверхности изделия. В полости, из которых был удален воск, заливается расплавленный металл.

Приготовление холодно-твердеющей смеси (ХТС).

Рабочий процесс.

Все заготовки перемещаются в цеху с помощью электрических лебедок. Уже начали растопку печи.

На доведение одного полного чана в печи до кондиции требуется около 10 минут.

Наливаем из котла расплавленный металл и снимаем «пенку».

Разливаем в заранее подготовленные формы.

А пока готовится второй чан с металлом посмотрим вокруг — вдали цех финишной работы с бронзовыми заготовками.

Повторяем процесс.

Заливаем.

Горячо!!!

Оставляем металл для застывания.

А лишнее выливаем обратно в печь.

После того, как отформованные детали застынут их необходимо собрать в цельный памятник. Это делается при помощи газовой сварки.

Рабочая модель в масштабе.

А это уже готовый памятник.

Где-то отпиливают, где-то приваривают — и затем все это шлифуют.

Сварка.

В результате получаются вот такие памятники.

Работа достаточно кропотливая, но очень впечатляющая.