Навыки сварщика накапливаются с опытом. Вполне нормально, если на первых порах при сварке тонкостенный металл прожигается, швы ложатся неровно, получаются неаккуратные наплывы. Чтобы сварка вышла приемлемой уже с первого раза, нужно придерживаться нескольких советов.
Оборудование:
- сварочный аппарат;
- маска сварщика;
- электроды 3 мм.

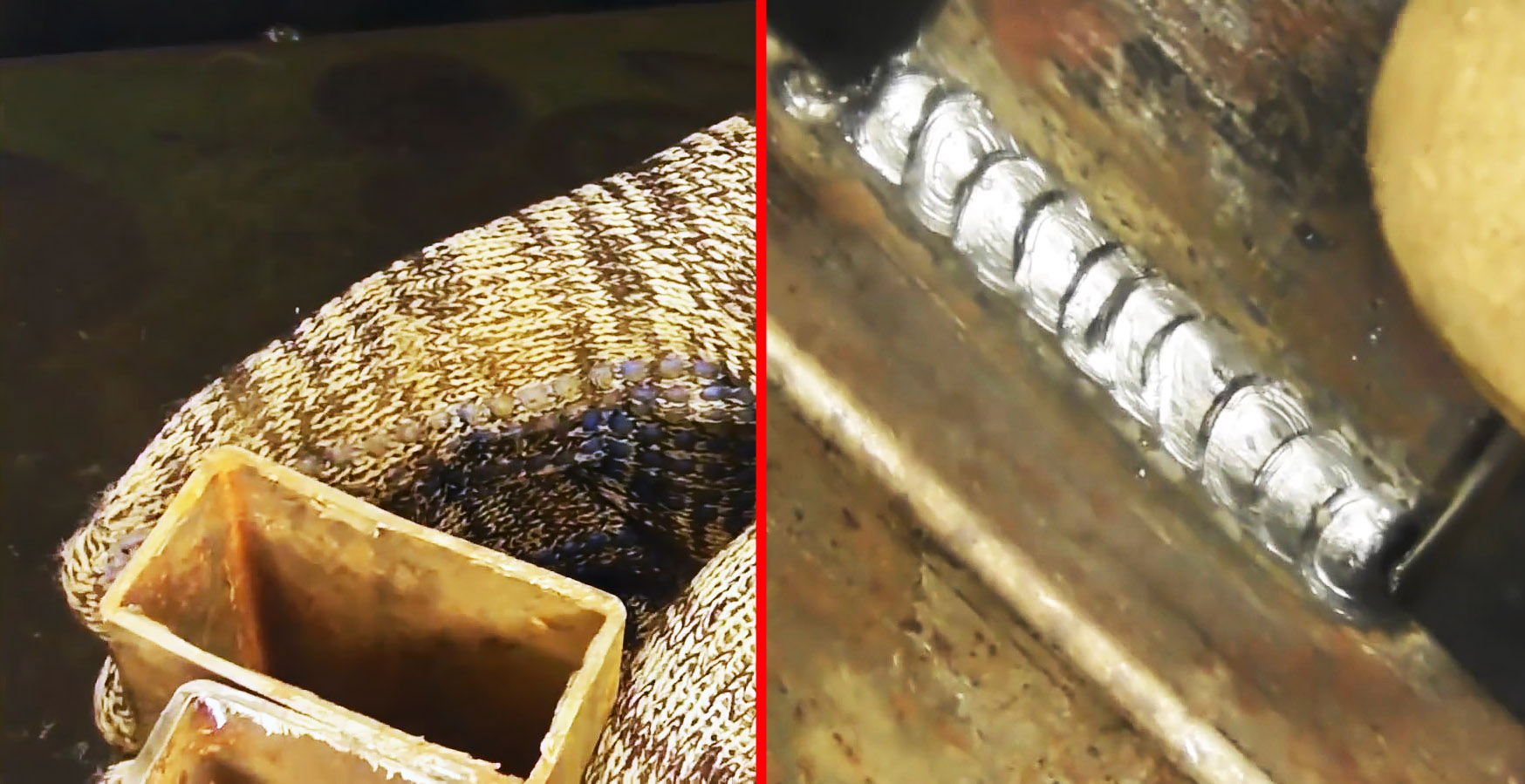
Сварка металла 2 мм сплошным швом


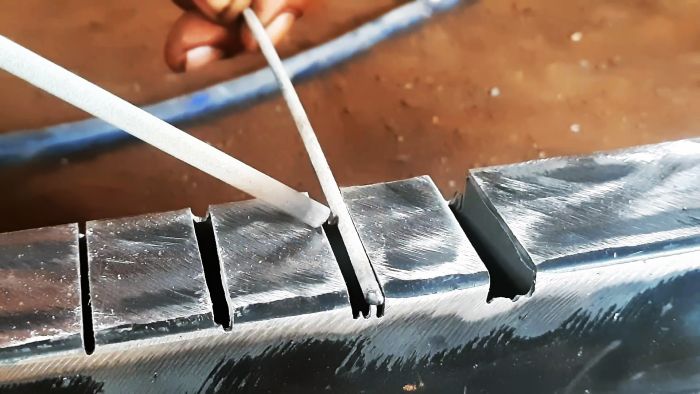
Для сварки профильных труб обычным инвертором, лучше использовать электроды 3 мм. Если толщина стенок металла всего 2 мм, то ток выставляется 85А. Торец сварочного электрода приставляется к свариваемым трубам под 45 градусов.
Дуга зажигается, и после того как электрод начнет плавиться, плавно ведется на себя. Дойдя то точки окончания шва, он отрывается от поверхности.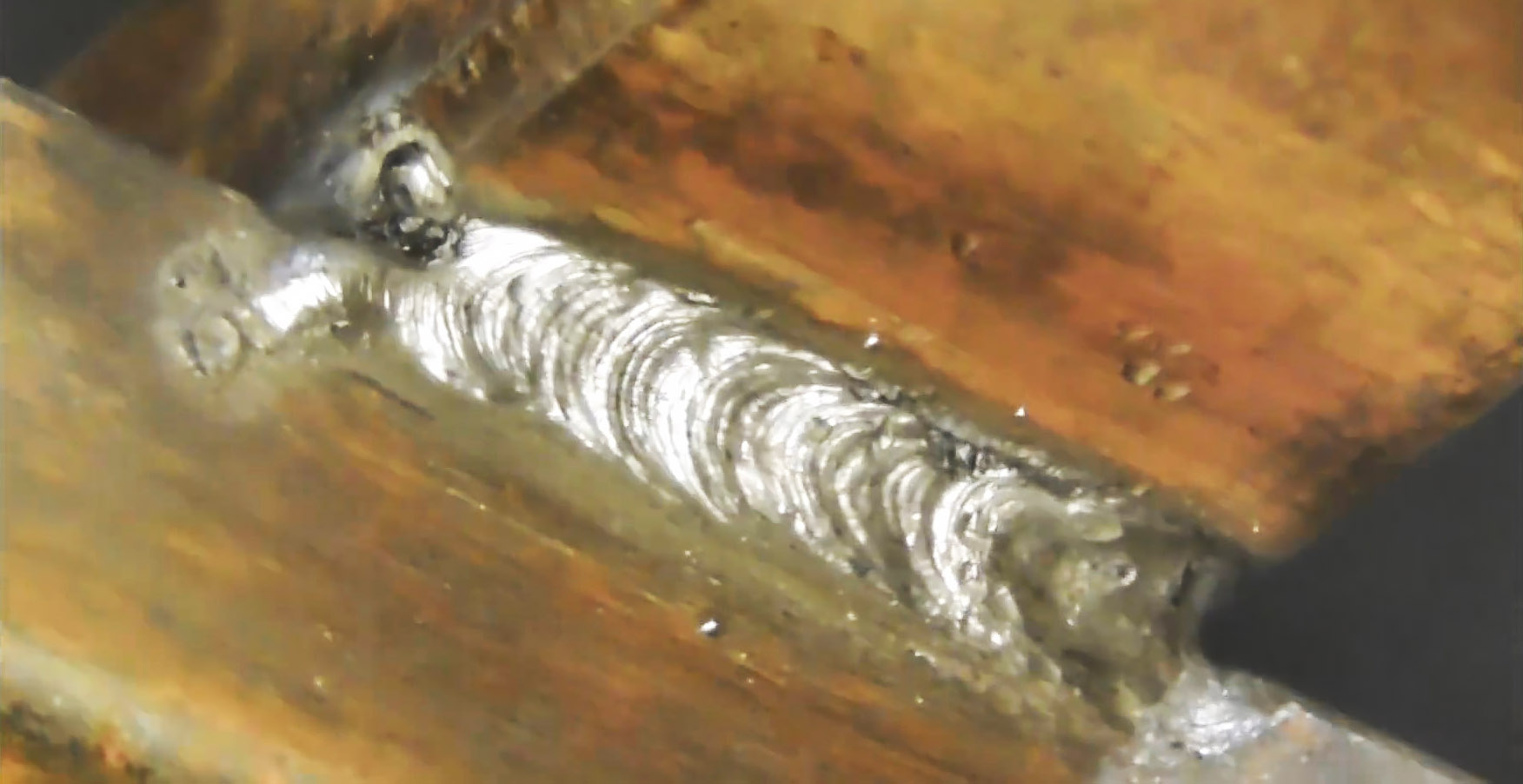
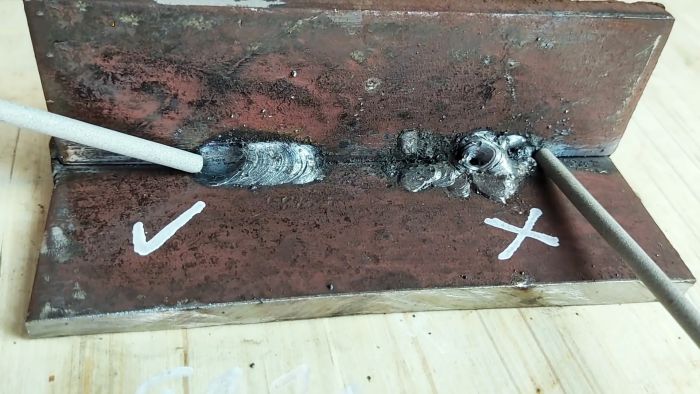
Сварка труб со стенкой 1,5 мм с отрывом
Для тонкостенных труб также используется электрод 3 мм, но на сварочном аппарате выставляется ток 75А. Если вести дугу по такому металлу, то он перегреется и прожжется. В таком случае начинать варить также нужно с дальней точки держа электрод под 45 градксов. После розжига дуги он ведется на себя 10 мм и отрывается на секунду.
Затем выполняется касание в месте разрыва, и шов тянется еще на 10 мм. Прерываясь таким образом, можно исключить перегрев металла и прожиг. Данный метод поможет, даже на более тонкостенных трубах.