
Начнем на фото ниже вы видите штрипц (хз как правильно,мы их так зовем).
 Получаются они из цельного рулона, металла. Есть специальная линия который этот рулон режет, после чего он попадает к нам. Берем этот штрипц и с помощью крана заряжаем его на "вертолет"
Получаются они из цельного рулона, металла. Есть специальная линия который этот рулон режет, после чего он попадает к нам. Берем этот штрипц и с помощью крана заряжаем его на "вертолет" Отсюда он разматывается и попадает в накопитель. Накопитель нужен для того чтобы состыковать штрипцы не останавливая линию. Закидываем побольше метала и спокойно стыкуем.
Отсюда он разматывается и попадает в накопитель. Накопитель нужен для того чтобы состыковать штрипцы не останавливая линию. Закидываем побольше метала и спокойно стыкуем. И тут в дело вступает уже сама линия. Он вытягивает штрипц из накопителя и тащит его в ролики.
И тут в дело вступает уже сама линия. Он вытягивает штрипц из накопителя и тащит его в ролики. Сама линия делится на круглую и квадтратную части. В круглой ролики загибают штрипц в круг. Происходит это все плавно. В круглой части 7 стоек с вертикальными роликами и 9 коробов с горизонтальными. На фото выше видно что они чередуются. Благодаря этому метал не трескается и не лопается.
Сама линия делится на круглую и квадтратную части. В круглой ролики загибают штрипц в круг. Происходит это все плавно. В круглой части 7 стоек с вертикальными роликами и 9 коробов с горизонтальными. На фото выше видно что они чередуются. Благодаря этому метал не трескается и не лопается. Середина круглой части, видно как загибается метал.
Середина круглой части, видно как загибается метал.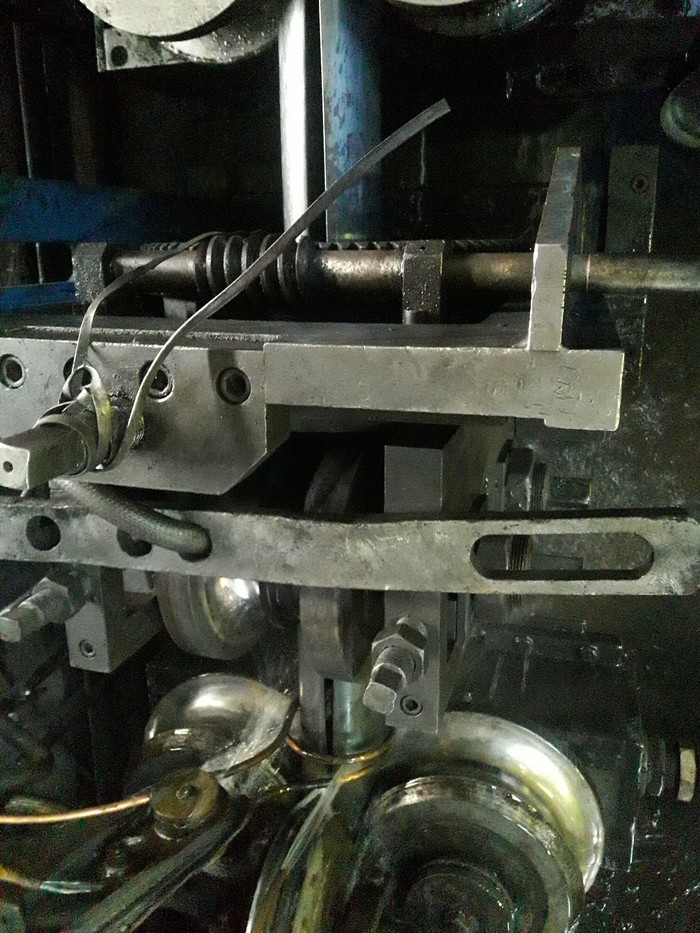 Все еще круглая часть. Фото сверху. Метал уже загнут в круглую трубу, осталось проварить шов.
Все еще круглая часть. Фото сверху. Метал уже загнут в круглую трубу, осталось проварить шов. Это уже сварочный короб. Здесь на фото видно змеевик благодаря которому происходит сварка. Внутри трубы есть еще электрод. Благодаря всему этому, а еще магии и заклинаниям, прваривается шов. Со слов нашего киповца, на змеевик подается напряжение в 15 киловольт. Правда или нет я не знаю. Но на другом заводе оператора убило током. Говорят задел змеевик. Так сказать сгорел на работе.
Это уже сварочный короб. Здесь на фото видно змеевик благодаря которому происходит сварка. Внутри трубы есть еще электрод. Благодаря всему этому, а еще магии и заклинаниям, прваривается шов. Со слов нашего киповца, на змеевик подается напряжение в 15 киловольт. Правда или нет я не знаю. Но на другом заводе оператора убило током. Говорят задел змеевик. Так сказать сгорел на работе. Это уже после сварки. Тут еще можно заметить резец, который убирает лишнее на шве.
Это уже после сварки. Тут еще можно заметить резец, который убирает лишнее на шве.
Далее идет "душ" Здесь уже труба, охлаждется после сварки. И заходит в квадратную часть.
Здесь уже труба, охлаждется после сварки. И заходит в квадратную часть. В квадратной части, пять стоек и пять коробов. Они уже мнут трубу в квадратный профиль.
В квадратной части, пять стоек и пять коробов. Они уже мнут трубу в квадратный профиль. У каждого ролика диаметр разный и благодаря этому сжатие в квадрат так же как и в круглой части происходит плавно.
У каждого ролика диаметр разный и благодаря этому сжатие в квадрат так же как и в круглой части происходит плавно.
В квадратной части есть еще две крестовины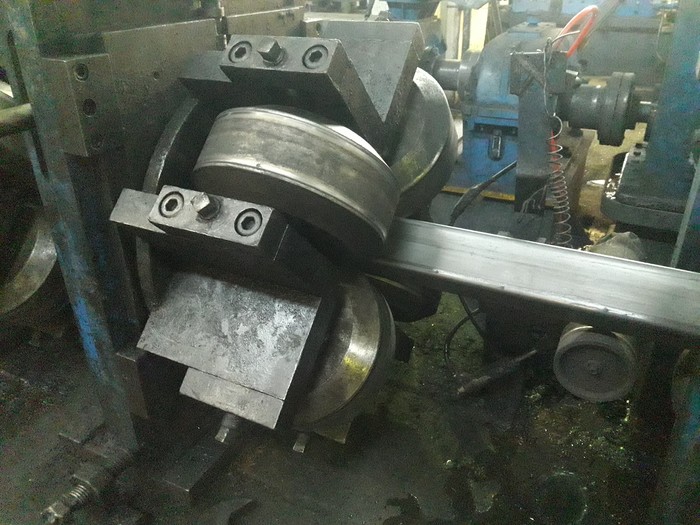 Они придают профилю последнии штрихи. Ровняют стенки и углы. На фото справа в углу под трубой находится датчик скорости. Он нужен для пилы. Которая в автоматическом режиме отпиливает трубу по шесть метров.
Они придают профилю последнии штрихи. Ровняют стенки и углы. На фото справа в углу под трубой находится датчик скорости. Он нужен для пилы. Которая в автоматическом режиме отпиливает трубу по шесть метров. Это и есть пила.
Это и есть пила.
после идет рольганда по которой труба укатывается и потом два человека собирают её в пачку. Конкретно эта линия производит трубу размером от 60х60 до 120х120. Так же круглую трубу от 96 до 126 го диаметра. Переход по размерам происходит обычной заменой роликов на стойках и коробах.
Конкретно эта линия производит трубу размером от 60х60 до 120х120. Так же круглую трубу от 96 до 126 го диаметра. Переход по размерам происходит обычной заменой роликов на стойках и коробах. Те самые ролики.
Те самые ролики.
В общем на этом заводе четыре линии по производству трубы. Самая маленькая пятидесятая. Она делает трубы от 15х15 и до 50х25. Потом 69 линия, затем 76. Ну и я вам показал 152. В данный момент еще собирается 219 линия. Линии получают свое название от самого большого размера который могут прокатать.
И в завершение немного ТБ. Фото пальца моего коллеги. Который по своей глупости его чуть не потерял. Затянуло руку в перчатке, под ролики. Когда с срезал перчатку мизиниц представлял из себя сплющенную кашу. Спасибо врачам собрали, хоть так. Другому коллеге повезло меньше, оторвало два пальца. Мизиниц и безымянный. А средний перестал сгибаться. Всем добра и берегите себя!
Фото пальца моего коллеги. Который по своей глупости его чуть не потерял. Затянуло руку в перчатке, под ролики. Когда с срезал перчатку мизиниц представлял из себя сплющенную кашу. Спасибо врачам собрали, хоть так. Другому коллеге повезло меньше, оторвало два пальца. Мизиниц и безымянный. А средний перестал сгибаться. Всем добра и берегите себя! 



































